





Fräser VHM SPEEDCUT Ultra HRC XL HA
Fräser SC Ultra HRC WN 3xD/3xD 50° TiAlN-S HA
FRS-VHM-SP-WNXL-HS-EL-TNS-HA-D12,0MM


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7287 |
Zu bearbeitender Werkstoff | Guss, Harter und zäher Werkstoff |
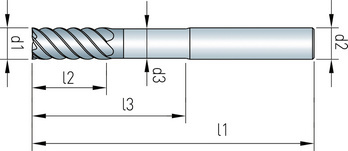
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 50° |
Länge (l1) | 95 mm |
Schneidenlänge (l2) | 38 mm |
Anzahl Schneiden (Z) | 6 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Stähle > 45 HRC |
Zuletzt angesehen

Stoßgriff ST/A200

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, blank

Unterflurführung Vollauszug Dynapro mit integriertem Dämpfungssystem

Klemmfix® für UP-Geräte-/-Geräte-Verbindungsdose

Frontauszug Slidebox H135

Basic Sweatshirt

Doppel-Ringschlüssel metrisch mit POWERDRIV®-Antrieb

Fassadenbauschraube mit Sechskantkopf und Dichtscheibe Faba® Typ BZ

Grundplatte für Kennzeichenbefestigung CIRCO

Augenschraube DIN 444, Stahl 4.6, verzinkt blau passiviert (A2K), Form B