
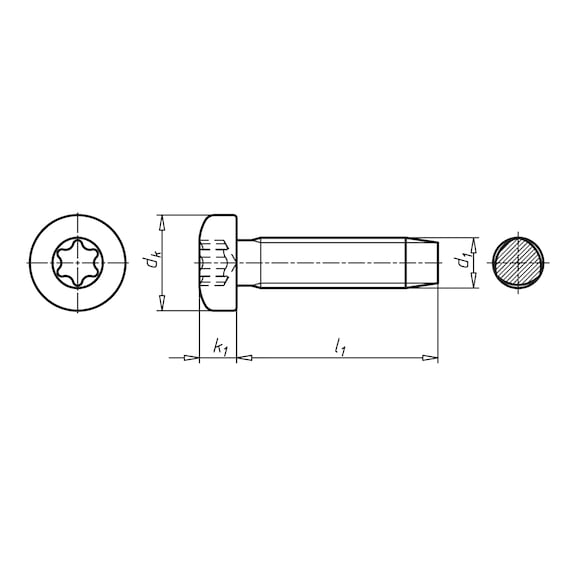




GEFU® thread-rolling screw With Taptite 2000® thread, flat head and hexalobular drive
GEFU DIN 7500-1 steel zinc plated flat head TX
SCR-PANHD-DIN7500-PE-TX45-(A2K)-M8,0X20


Register now and access more than 125,000 products
Self-tapping screws form a nut thread in cast blind holes, rim holes and drilled, lasered and punched sheet metal parts. Unlike thread cutting, self-tapping does not interrupt the material structure in the receiving thread. Instead, the material is displaced and strain-hardened.
Benefits:
Cost savings
- Eliminates thread cutting
Non-cutting thread formation
Low rolling torques with greater thread flank overlap
- TRILOBULAR shape of the core diameter combined with the radius profile of the thread flanks
High clamping force
- Due to low rolling torques
High load-bearing capacity
- Due to large thread flank overlap
- Due to strain-hardened counter thread (nut thread)
Protection against loss (reduced likelihood of screw working loose)
- Play-free and self-locking thread seating
The formed thread corresponds to a standard metric thread
- Where necessary, the GEFU screw can be replaced with a metric screw.
The suitability of the GEFU
® for the application or component in question must be determined by testing in advance. Guideline values for suitable hole diameters are specified in DIN 7500-2.
Datasheets(X)
CAD data (available after login)

Examples of materials suitable for this type of non-cutting direct screwing are ductile materials such as steel (up to approx. 500 N/mm²), die-cast zinc, aluminium, copper, copper alloys etc.
 | |
Thread type x nominal diameter (d1) | M8 |
Length (l1) | 20 mm |
Head diameter (dk) | 16 mm |
Head height (k1) | 6 mm |
Head type | Flat head |
Material | Steel, case-hardened |
Surface | Zinc plated |
Thread type | Metric thread |
Internal drive | TX45 |
Guideline values for hole diameters | 7.4 mm |
Standards | DIN 7500-1 |
RoHS-compliant | Yes |
Last viewed

Hexagonal bolt with shank and fine thread DIN 960, steel 10.9, zinc-plated, blue passivated (A2K)

Countersunk head screw with recessed head, H DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

Twist drill bit HSCo8 WN MAGMA

Hex head screw with thread up to head ISO 4017, A2-70 stainless steel, plain

Hole puncher with splitting punch Metric ISO sizes in accordance with EN 50262

Carbide burr multi-performance TiAlSiN

Cylindrical pin with female thread DIN 7979, steel plain, hardened, tolerance class m6

Hexagonal bolt, with thread to head and fine thread DIN 961, steel, strength class 10.9, zinc-nickel-plated, transparent passivated (P3E)

PZ laser tip screwdriver with hexagon shank

Façade construction screw Faba® type BZ with hexagon head and sealing washer