





HPT-Schrupp-Schaftfräser, kurz, zentrumschneidend DIN 844K
Fräser HSCo-SPM HPT DIN844K Z3-5 2xD Typ HR TiAlN
SHFTFRS-DIN844B-K-HSSSPM-TN-D8,0MM
Art.-Nr. 5443600902
EAN 4055375879276


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2147 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Titan |
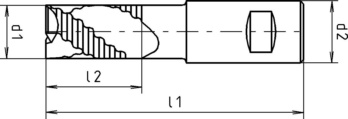
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 8 mm |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | HR |
Schneidstoff | HSCo-SPM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° |
Länge (l1) | 69 mm |
Schneidenlänge (l2) | 19 mm |
Anzahl Schneiden | 4 STK |
Eckenfase | 0,20 mm |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,044 | 0,060 | 0,076 |
| 500-850 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,038 | 0,053 | 0,067 |
| 850-1000 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 |
| 700-850 N/mm² | E | 64 | 0,038 | 0,053 | 0,067 | |
| 850-1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 46 | 0,044 | 0,060 | 0,076 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,038 | 0,053 | 0,067 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 51 | 0,044 | 0,060 | 0,076 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 41 | 0,044 | 0,060 | 0,076 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,038 | 0,053 | 0,067 |
| 850-1100 N/mm² | E | 37 | 0,044 | 0,060 | 0,076 | |
| 1100-1400 N/mm² | E | 32 | 0,044 | 0,060 | 0,076 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,044 | 0,060 | 0,076 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,044 | 0,060 | 0,076 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,044 | 0,060 | 0,076 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,038 | 0,053 | 0,067 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,038 | 0,053 | 0,067 |
| < 850 N/mm² | E | 23 | 0,038 | 0,053 | 0,067 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,044 | 0,060 | 0,076 |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,020 | 0,028 | 0,037 |
| 500-850 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,017 | 0,024 | 0,033 |
| 850-1000 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 |
| 700-850 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | |
| 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 46 | 0,020 | 0,028 | 0,037 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 51 | 0,020 | 0,028 | 0,037 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 41 | 0,020 | 0,028 | 0,037 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 |
| 850-1100 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | |
| 1100-1400 N/mm² | E | 32 | 0,020 | 0,028 | 0,037 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,020 | 0,028 | 0,037 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,020 | 0,028 | 0,037 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,020 | 0,028 | 0,037 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 |
| < 850 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,020 | 0,028 | 0,037 |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,035 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,035 | 0,040 | 0,046 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 46 | 0,035 | 0,040 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 51 | 0,035 | 0,040 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 41 | 0,035 | 0,040 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| 850-1100 N/mm² | E | 37 | 0,035 | 0,040 | 0,050 | |
| 1100-1400 N/mm² | E | 32 | 0,035 | 0,040 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,035 | 0,040 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,035 | 0,040 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,035 | 0,040 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,035 | 0,040 | 0,046 |
| < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,046 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,035 | 0,040 | 0,050 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,050 |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,010 | 0,014 | 0,023 |
| 500-850 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,010 | 0,014 | 0,023 |
| 850-1000 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 |
| 700-850 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 | |
| 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 46 | 0,010 | 0,014 | 0,023 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| 850-1100 N/mm² | E | 37 | 0,010 | 0,014 | 0,023 | |
| 1100-1400 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,010 | 0,014 | 0,023 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,010 | 0,014 | 0,023 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,010 | 0,014 | 0,023 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 |
| < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,010 | 0,014 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 |
Zuletzt angesehen

Schnellspannbohrfutter BF-13 M-CLICK

Zylinderschraube mit Innensechskant und niedrigem Kopf DIN 7984, Stahl 08.8, verzinkt blau passiviert (A2K)

Zylinderschraube mit Innensechskant ISO 4762, Stahl 12.9, Zink-Lamelle silber, Dacromet 500 A

Bit RW®

1/2 Zoll Steckschlüsseleinsatz für TX-Schrauben, kurz

Ankerstange W-VIZ-A Stahl verzinkt für Injektionssystem W-VIZ/S (Beton)

Reduktion rund gerändelt

Sechskantschraube mit Schaft SB-GARNITUR DIN EN 15048-1 ISO 4014, Stahl 8.8U feuerverzinkt, mit Mutter ISO 4032

Stretch X Bundjacke

Linsen-Blechschraube Form F mit Kreuzschlitz H