





HPT end mill, short, centre-cutting DIN 327D
End mill HSCo-SPM short DIN 327D Z3-6 type HF
ENDMIL-DIN327D-S-HSSPM-TN-D18,0MM
Art.-no. 5443600887
EAN 4055375879221















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2137 |
Material to be processed | Steel, Stainless steel |
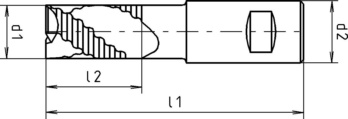
Diameter (d1) | 18 mm |
Shank diameter (d2) | 16 mm |
Standards | DIN 327 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo-SPM |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 79 mm |
Cutting edge length (l2) | 19 mm |
Number of cutting edges | 5 PCS |
Corner chamfer | 0.30 mm |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 16 to dia. 32 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,060 | 0,076 | 0,094 | 0,120 |
| 500-850 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850-1000 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | 0,106 |
| 700-850 N/mm² | E | 64 | 0,053 | 0,067 | 0,083 | 0,106 | |
| 850-1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 46 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,053 | 0,067 | 0,083 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 51 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 41 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850-1100 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,060 | 0,076 | 0,094 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,060 | 0,076 | 0,094 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,053 | 0,067 | 0,083 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,053 | 0,067 | 0,083 | 0,106 |
| < 850 N/mm² | E | 23 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | 0,120 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,060 | 0,076 | 0,094 | 0,120 |
| Cutting values for roughing contour | |||||||
| For dia. 6 to dia. 15.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-15.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500-850 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1000 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | 0,038 | |
| 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 46 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | 0,038 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 51 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 41 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1100 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,020 | 0,028 | 0,037 | 0,044 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,020 | 0,028 | 0,037 | 0,044 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,020 | 0,028 | 0,037 | 0,044 |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,035 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,035 | 0,040 | 0,046 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,035 | 0,040 | 0,046 |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| Tool steels | < 850 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| 850-1100 N/mm² | E | 37 | 0,035 | 0,040 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,035 | 0,040 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,035 | 0,040 | 0,046 |
| < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,046 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,035 | 0,040 | 0,050 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,035 | 0,040 | 0,050 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,012 | 0,020 | 0,030 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,017 | 0,029 | 0,042 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,012 | 0,020 | 0,030 |
| Cutting values for roughing groove | ||||||
| For dia. 6 to dia. 11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,010 | 0,014 | 0,023 |
| 500-850 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,010 | 0,014 | 0,023 |
| 850-1000 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 |
| 700-850 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 | |
| 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,010 | 0,014 | 0,023 |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| Tool steels | < 850 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| 850-1100 N/mm² | E | 37 | 0,010 | 0,014 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,010 | 0,014 | 0,023 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 |
| < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,010 | 0,014 | 0,023 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,010 | 0,014 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,005 | 0,006 | 0,008 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,007 | 0,008 | 0,012 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,005 | 0,006 | 0,008 |
Last viewed

1/2 inch POWERDRIV® socket wrench insert metric, bi-hex, long

NC machine reamer HSCO WN, H7 universal

Insulated flat plug PVC

O-ring, metric

Angle blade receptacle uninsulated

Ducting clamp Part 1 – Light series

Thread repair single set TIME-SERT® 14 pieces

Sneaker bamboo socks three pack

VARIFIX® rail connector, pre-mounted

Countersunk head screw with nib and nut DIN 604, blue passivated zinc plated 4.6 steel (A2K)