





HSCo keyway cutter DIN 850D
Keyway cutter HSCo DIN850D Z6-14 type N
KEYWAYCTR-DIN850D-HSCO-8,0X9,0-D22,5MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1524 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
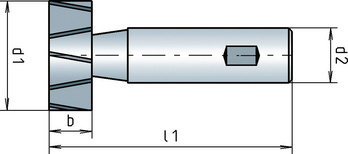
Suitable for woodruff key | 8 x 9 mm |
Diameter (d1) | 22.5 mm |
Cutting width (b) | 8 |
Shank diameter (d2) | 10 mm |
Length (l1) | 63 mm |
Number of cutting edges | 10 PCS |
Shank style | Cylindrical DIN 1835-B |
Standards | DIN 850 |
Cutting material | HSCo |
Surface | Plain |
Twist angle | 8-12° |
Cutting angle | 10 Degree |
Tolerance of cutting edge diameter | h11 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
Last viewed

Wire stripping pliers, adjustable

K insulation pipe clamp with permanently integrated damping insert

Stretch X shorts

Ventilation grille with oval slot 28 x 5 mm

Plastic end cap, round for pipes

Rotatable drop-in anchor for installing plastic windows in the reveal

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, plain

O-ring, metric

FLEXEN® rubber foam refrigeration insulation Plus S2, 2 m hose, self-adhesive

Tungsten carbide bur with aluminium teeth