



HSCo slitting milling cutter double cut type H
Slitting milling cutter HSCo Z24-48 10-15° ty. H
METCRCLMILMA-WN-HSCO-D100X3,0MM
Art.-no. 5443601246
EAN 4055375881774















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3224 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass |
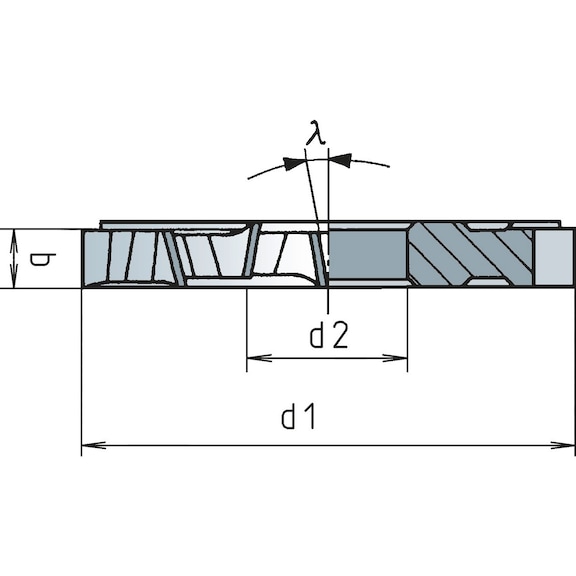
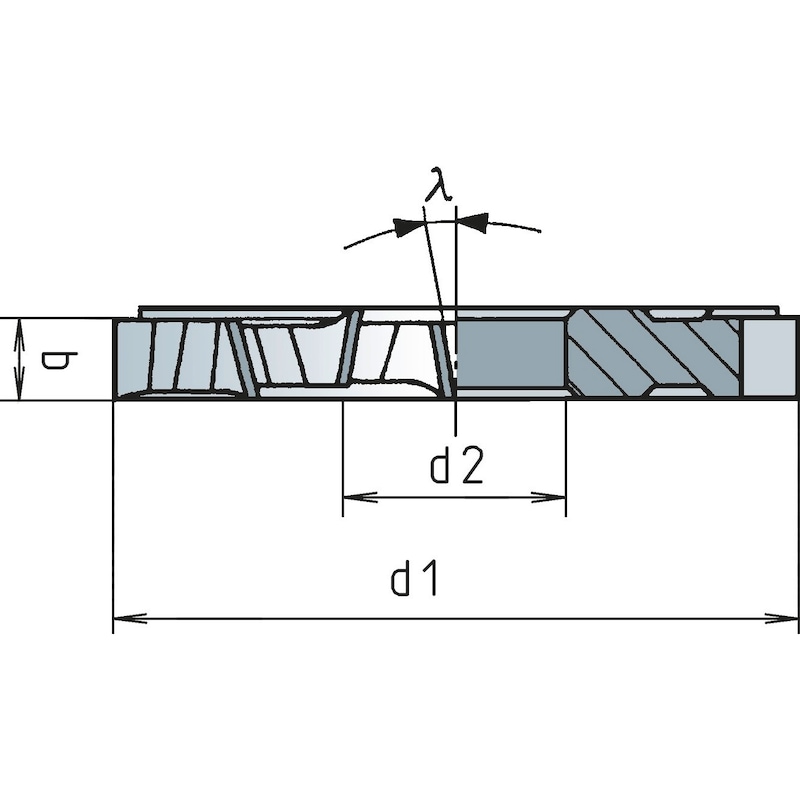
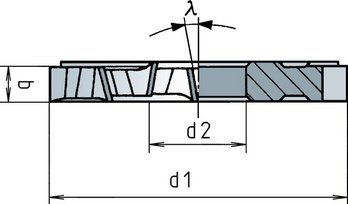
Diameter (d1 (js16)) | 100 mm |
Cutting width (b) | 3 |
Bore diameter (d2 (H7)) | 32 mm |
Number of cutting edges (Z) | 36 PCS |
Cutting material | HSCo |
Twist angle | 10-15° |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass |
| Cutting values for finishing contour | ||||||||
| For dia. 50 to dia. 160 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 50 | Dia. 63 | Dia. 80 | Dia. 100 | Dia. 125-160 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 500-850 N/mm² | E | 38 | 0,031 | 0,037 | 0,043 | 0,050 | 0,056 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 850-1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 700-850 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| 850-1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 1000-1200 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 1000-1200 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 1000-1200 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 850-1100 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| 1100-1400 N/mm² | E | 20 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| < 850 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Special alloys | < 1200 N/mm² | E | 15 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Cast iron | < 180 HB | - | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| > 180 HB | - | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| > 260 HB | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| 650-850 N/mm² | - | 80 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| 850-1200 N/mm² | E | 65 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 8.8, zinc-plated, blue passivated (A2K)

Window construction screw, self-drilling, countersunk milling head, FEBOS® M

Twist drill bit HSS DIN 338 type RN 130°

Washer with round hole, primarily for timber construction

Closure For cable tie gun

Gas nozzle MB 15 AK MB 15 AK For welding torch MB 15 AK

Pin punch in accordance with DIN 6450 form C with hardened impact head

Cover cap for screws with head recess

1/2" socket wrench insert metric, bi-hex, short

Union nut