





HSCo type N double-cut side and face milling cutter DIN 885A
Milling cutter HSCo DIN 885A Z12-20 10° type N
CTR-DIN885A-HSCO-D125X10MM
Art.-no. 5443601222
EAN 4055375881583

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3174 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
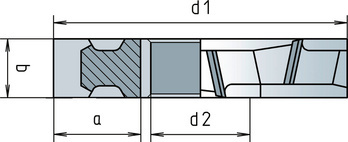
Diameter (d1 (js16)) | 125 mm |
Cutting width (b) | 10 |
Cutting depth (a) | 38.5 mm |
Bore diameter (d2 (H7)) | 32 mm |
Number of cutting edges (Z) | 16 PCS |
Milling cutter design standard | DIN 885 A |
Cutting material | HSCo |
Twist angle | 10° |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values for finishing contour | ||||||||
| For dia. 50-160 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 50 | Dia. 63 | Dia. 80 | Dia. 100 | Dia. 125-160 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 38 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Special alloys | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Cast iron | < 180 HB | - | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 65 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

K insulation pipe clamp with permanently integrated damping insert

Aluminium airline lashing rail with round cord

Circlip for bore hole, standard version, type J DIN 472 for bore holes, spring steel, phosphated and oiled

Connector, pneumatic

Mobile assembly stool

Solid carbide end mill, short, twin blade

Wood screw, DIN 95 brass Raised countersunk head, slotted

AW® E 6.3 bit (1/4 inch) with patented AW tip and colour coding

Sandpaper strip Useit® Superpad vehicle

Flat scraper with wooden handle