





HSCo8 end mill, long DIN 844L
End mill HSCo8 DIN 844L Z4-5 4xD type HR
ENDMIL-DIN844L-HSCO8-TN-D20,0MM


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2087 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium |
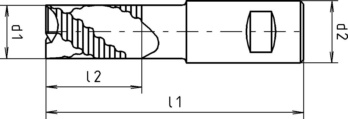
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Standards | DIN 844 |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 141 mm |
Cutting edge length (l2) | 75 mm |
Number of cutting edges | 4 PCS |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys |
Last viewed

Plumber's sealing screw, A2 stainless steel, copper-plated

Branch connector non-detachable for branch connections in any desired position

O-ring, metric

Replacement foot for aluminium standing ladders with rungs

Chrome shoehorn

Hexagon Socket Head Cap Screw with low Head DIN 7984, A2-070 stainless steel, plain

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

1/4 inch socket wrenches assortment of 20 pieces

Overlapping cover cap, for hexalobular socket and AW drive

Pan head tapping screw shape C with H recessed head DIN 7981, A2 stainless steel, shape C, with tip