





HSCo8 end mill, short, centre-cutting DIN 844K
End mill HSCo DIN 844K Z2-3 2xD type W
ENDMIL-DIN844K-HSCO-W-D12,0MM
Art.-no. 5443600474
EAN 4055375876220















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1644 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
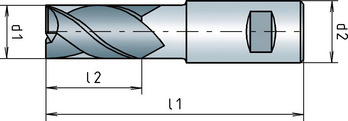
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Length (l1) | 83 mm |
Cutting edge length (l2) | 26 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,049 | 0,071 | 0,089 | 0,111 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,062 | 0,078 | 0,099 | 0,122 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,049 | 0,071 | 0,089 | 0,111 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | |
| Cutting values for roughing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8.0-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,009 | 0,017 | 0,023 | 0,031 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,009 | 0,017 | 0,023 | 0,031 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,010 | 0,020 | 0,032 | 0,041 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,014 | 0,027 | 0,045 | 0,057 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,010 | 0,020 | 0,032 | 0,041 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,014 | 0,027 | 0,045 | 0,057 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,014 | 0,027 | 0,045 | 0,057 |
| 650-850 N/mm² | - | 37 | 0,014 | 0,027 | 0,045 | 0,057 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,014 | 0,027 | 0,045 | 0,057 |
| 850-1200 N/mm² | E | 18 | 0,018 | 0,034 | 0,053 | 0,070 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 80 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 65 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
Last viewed

Vionaro H185 frame clear shape and 13 mm thin design

Number punches

Extension for screw taps and reamers

FPMF coating

W-FAZ/S Fixanchor with large washer DIN EN ISO 7093-1 (DIN 9021)

Support Plate for non-woven discs

Hexagon bolt with shank ISO 4014, steel 8.8, zinc-nickel-plated, silver (ZNSHL)

Black, nitrile powder-free disposable glove

Hexagon head bolt, with thread to head and fine thread ISO 8676, zinc plated 8.8 steel with thick-layer passivation (VZD)

HPC solid carbide drill Speeddrill 4.0-Inox, DIN 6537K, 3xD short, 4 drill heels, with internal cooling