





HSS-Co8 end mill, short, centre-cutting DIN 844K
End mill HSCo8 DIN 844K Z3-6 2xD type N TiAlN
ENDMIL-DIN844K-HSCO8-TN-D22,0MM





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1817 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
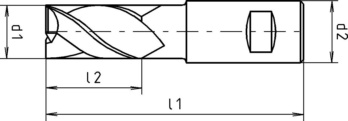
Diameter (d1) | 22 mm |
Shank diameter (d2) | 20 mm |
Length (l1) | 104 mm |
Cutting edge length (l2) | 38 mm |
Number of cutting edges (Z) | 6 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
Last viewed

Hexagon bolt with shank and fine thread DIN 960, steel, strength class 10.9, zinc-nickel-plated, transparent passivated (P3E)

Slotted set screw with pin DIN 417, steel, 14H, plain

Occupational shoe O1 Sport Plus Red Jeans

Plaster/signal cover

Bodywork file blade

Hexagon bolt, with thread to head and fine thread DIN 961, steel 10.9, zinc-plated, yellow chromated (A2C)

Countersunk screw with hexalobular head ISO 14581, blue passivated zinc plated 8.8 steel (A2K)

Thread extractor set 25 pieces

Hexagon Socket Head Cap Screw with low Head DIN 7984, steel 10.9, plain

Flat head tapping screw, type C with hexagon socket ISO 14585, steel, zinc-plated, blue passivated, shape C (with tip)