





HSS-Co8 end mill, short, centre-cutting DIN 844K
End mill HSCo8 DIN 844K Z3-6 2xD type N TiAlN
ENDMIL-DIN844K-HSCO8-TN-D6,5MM





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1817 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
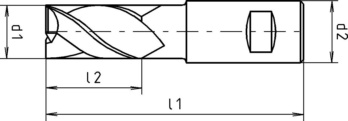
Diameter (d1) | 6.5 mm |
Shank diameter (d2) | 10 mm |
Length (l1) | 66 mm |
Cutting edge length (l2) | 16 mm |
Number of cutting edges (Z) | 4 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
Last viewed

Concealed hinge, TIOMOS Impresso 110

Countersunk head screw with hexagon socket ISO 10642, A2-070 stainless steel, plain

TiN 90° countersink DIN 335C

Pan Head screw with hexalobular head ISO 14583, A2-70 stainless steel, plain

Furniture handle screw

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, steel 8.8, zinc-plated blue passivated (A2K)

Countersunk tapping screw, shape C with Z recessed head DIN 7982, A2 stainless steel, PZ drive

Circular saw blade, metal For chop saw

ASSY® 4 CS fittings screw Steel zinc plated full thread countersunk head

7-pin connector 24 V with additional strain relief