





HSS form-relieved semi-circular profile cutter DIN 855
Semi-circular cutter HSS DIN 855 Z12-14 concave
SEMICRCLCTR-DIN855-CCV-HSS-D63,0XR3,0MM
Art.-no. 5443601323
EAN 4055375882252












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3323 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standards | DIN 885 |
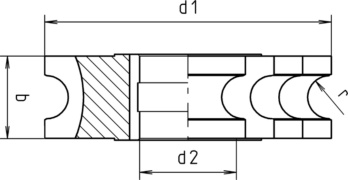
Radius (r (H11)) | 3 mm |
Diameter (d1 (js16)) | 63 mm |
Cutting width (b) | 12 |
Bore diameter (d2 (H7)) | 22 mm |
Number of cutting edges (Z) | 12 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for finishing contour | ||||||
| For dia. 50 to dia. 80 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 50 | Dia. 63 | Dia. 80 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Carbon steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Cast iron | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Universal retaining system

Furniture handle screw

Drawer for Standard workshop trolleys

Angle grinder, pneumatic, spare parts

Hexagon bolt with thread up to the head ISO 4017, steel 10.9, zinc-plated, blue passivated (A2K)

Round-headed strip nails, 21°

Hexagon bolt with shank SB FITTINGS DIN EN 15048-1 ISO 4014, steel 8.8U, hot-dip galvanised, with nut ISO 4032

Hexagon nut with clamping piece (all-metal) ISO 7042, 8 steel with silver zinc-flake coating (ZFSHL)

Thin-walled heat-shrink hose Without internal adhesive

System bolt with expanding socket for system connector SV 20 E