





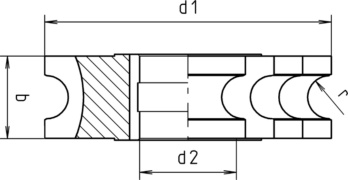
HSS form-relieved semi-circular profile cutter DIN 855
Semi-circular cutter HSS DIN 855 Z12-14 concave
SEMICRCLCTR-DIN855-CCV-HSS-D63,0XR5,0MM












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3323 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standards | DIN 885 |
Radius (r (H11)) | 5 mm |
Diameter (d1 (js16)) | 63 mm |
Cutting width (b) | 20 |
Bore diameter (d2 (H7)) | 22 mm |
Number of cutting edges (Z) | 12 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
Last viewed

Countersunk screw with hexagon socket head ISO 10642, steel 8.8, plain
Countersunk screw with hexagon socket head ISO 10642, steel 8.8, plain

OrgaAer wide drawer Unit width: 800 mm

Storage box

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 10.9, zinc-plated, yellow chromated (A2C)

Twist drill bit HSCo DIN 338 Type RN MFD VARIO
Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 10.9, zinc-plated, yellow chromated (A2C)

Socket wrench, hexagon, 3/4 inch Assortment of 15 pieces

Flexible hose 3/8" crimp connection x 10 mm pipe connector for flexible cold and hot water connections

Serrated locking nut A2 stainless steel, plain