





Halbrundprofilfräser HSS Hinterdreht DIN 855
Halbrundfräser HSS DIN 855 Z12-14 konkav
HRDFRS-DIN855-KKV-HSS-D63,0XR4,0MM
Art.-Nr. 5443601324
EAN 4055375882269












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3323 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Normen | DIN 885 |
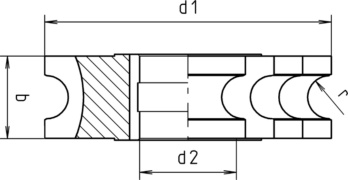
Radius (r (H11)) | 4 mm |
Durchmesser (d1 (js16)) | 63 mm |
Schnittbreite (b) | 16 |
Bohrungsdurchmesser (d2 (H7)) | 22 mm |
Anzahl Schneiden (Z) | 12 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 50 - Ø 80 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 50 | Ø 63 | Ø 80 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Gusseisen | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Stahl 45H, blank

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 10.9, verzinkt gelb chromatiert (A2C)

Mikrobielle Filtermatte

Sicherungshalter für Messleitungen

Zylinderschraube mit Innensechskant und Feingewinde DIN 912, Stahl 10.9 blank

Steckkerbstift ISO 8741 Stahl blank

Kloben für Ladenbänder

Linsen-Blechschraube Form C mit Kreuzschlitz H DIN 7981, Edelstahl A2, Form C, mit Spitze

Universalanschlussstück für Staubabsaugung

Kunststoffhülse für 1/2 Zoll Kraftsteckschlüsseleinsatz