





Mehrfasen-Stufenbohrer, DIN 8374, RN-mittel, 90°
Mehrfasen-Stufenbohrer HSS DIN8374 mittel 90°
BO-STUF-MF-DIN8374RNM-90GRD-HSS-D9,0MM
Art.-Nr. 5443810403
EAN 4062856088737














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 841M |
Zu bearbeitender Werkstoff | Stahl, Guss, Kupfer, Messing, Aluminium, Kunststoff |
Geeignet für Schraube | M8 |
Normen | DIN 8374 |
Schneidstoff | HSS |
Typ | RN |
Oberfläche | Vaporisiert |
Spitzenwinkel | 118 Grad |
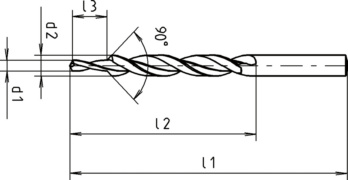
Vorbohrerdurchmesser (d1) | 9,0 mm |
Senkerdurchmesser (d2) | 17,2 mm |
Länge (l1) | 191 mm |
Spannutlänge (l2) | 130 mm |
Vorbohrerlänge (l3) | 19 mm |
Senkwinkel | 90 Grad |
Schaftform | Zylindrisch |
Schaftdurchmesser | 17,20 mm |
Anzahl Zähne | 2 STK |
Kühlmittelzufuhr | Extern |
Toleranz Schneidendurchmesser | h8 |
Toleranz Schaftdurchmesser | h8 |
Typbezeichnung | Gütegrad mittel |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Grauguss, Temperguss, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für HSS Bohrer | |||||
| Für Ø 5,5 - Ø 9 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | ||
| von | bis | Ø 5,5 - 7,9 | Ø 8 - 9 | ||
| Allgemeine Baustähle | < 500 N/mm² | 30 | 50 | 0,120 | 0,200 |
| 500-850 N/mm² | 25 | 35 | 0,120 | 0,200 | |
| Automatenstähle | < 850 N/mm² | 25 | 35 | 0,120 | 0,200 |
| 850-1000 N/mm² | 20 | 30 | 0,070 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 35 | 0,070 | 0,100 |
| 700-850 N/mm² | 20 | 30 | 0,070 | 0,100 | |
| 850-1000 N/mm² | 20 | 25 | 0,060 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 15 | 20 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 35 | 0,070 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | 15 | 20 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | 10 | 15 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | 10 | 15 | 0,050 | 0,080 |
| 850-1100 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Gusseisen | < 180 HB | 20 | 30 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,100 | 0,160 | |
| Kugelgraphit, Temperguss | > 180 HB | 25 | 35 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,100 | 0,160 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 40 | 100 | 0,140 | 0,180 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 30 | 60 | 0,140 | 0,180 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 40 | 100 | 0,140 | 0,180 |
| Kupfer, niedriglegiert | < 350 N/mm² | 35 | 65 | 0,140 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | 60 | 100 | 0,180 | 0,250 |
| Messing, langspanend | < 600 N/mm² | 35 | 60 | 0,150 | 0,400 |
| Bronze, kurzspanend | < 600 N/mm² | 25 | 50 | 0,080 | 0,140 |
| 650-850 N/mm² | 25 | 50 | 0,080 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | 15 | 35 | 0,080 | 0,140 |
| 850-1200 N/mm² | 15 | 35 | 0,080 | 0,140 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Kurbelstativ aus Aluminium

Schleifscheibe Useit Superpad KFZ

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, Zink-Lamelle silber, Geomet

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 010.9, verzinkt blau passiviert (A2K)

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 8.8, verzinkt blau passiviert (A2K)

Einweghandschuh Nitril Grip

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Chemikalienschutzhandschuh Nitril mit innenseitiger Baumwollvelourisierung

Gewindestift mit Innensechskant und Zapfen ISO 4028, Stahl 45H, blank

3/8 Zoll-Innenausdreher lang