





Mehrfasen-Stufenbohrer DIN 8377, RN-mittel, 180˚, mit Morsekegel
Mehrfasen-Stufenbohr MK HSS DIN8377 mittel 180°
BO-STUF-MF-DIN8377RNM-180GRD-HSS-D15,5MM
Art.-Nr. 5443811003
EAN 4062856086184













Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 852 |
Zu bearbeitender Werkstoff | Stahl, Guss, Kupfer, Messing, Aluminium, Kunststoff |
Geeignet für Schraube | M14 |
Normen | DIN 8377 |
Schneidstoff | HSS |
Typ | RN |
Oberfläche | Vaporisiert |
Spitzenwinkel | 118 Grad |
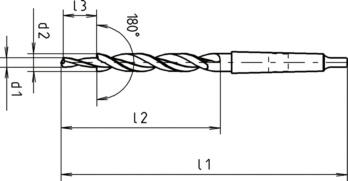
Vorbohrerdurchmesser (d1) | 15,5 mm |
Senkerdurchmesser (d2) | 24 mm |
Länge (l1) | 281 mm |
Spannutlänge (l2) | 130 mm |
Vorbohrerlänge (l3) | 31 mm |
Senkwinkel | 180 Grad |
Schaftform | Morsekegel |
Geeignet für Morsekegelwerkzeug | MK 3 |
Anzahl Zähne | 2 STK |
Kühlmittelzufuhr | Extern |
Toleranz Schneidendurchmesser | h8 |
Toleranz Schaftdurchmesser | h8 |
Typbezeichnung | Gütegrad mittel |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Grauguss, Temperguss, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für HSS Bohrer | ||||||
| Für Ø 11 - Ø 17,5 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | |||
| von | bis | Ø 11 - 11,9 | Ø 12 - 15,9 | Ø 16 - 17,5 | ||
| Allgemeine Baustähle | < 500 N/mm² | 30 | 50 | 0,200 | 0,250 | 0,300 |
| 500-850 N/mm² | 25 | 35 | 0,200 | 0,250 | 0,300 | |
| Automatenstähle | < 850 N/mm² | 25 | 35 | 0,200 | 0,250 | 0,300 |
| 850-1000 N/mm² | 20 | 30 | 0,100 | 0,160 | 0,200 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 35 | 0,100 | 0,160 | 0,200 |
| 700-850 N/mm² | 20 | 30 | 0,100 | 0,160 | 0,200 | |
| 850-1000 N/mm² | 20 | 25 | 0,090 | 0,140 | 0,180 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 15 | 20 | 0,080 | 0,120 | 0,140 |
| 1000-1200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 35 | 0,100 | 0,160 | 0,200 |
| Legierte Einsatzstähle | < 1000 N/mm² | 15 | 20 | 0,080 | 0,120 | 0,140 |
| 1000-1200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Nitrierstähle | < 1000 N/mm² | 10 | 15 | 0,080 | 0,120 | 0,140 |
| 1000-1200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Werkzeugstähle | < 850 N/mm² | 10 | 15 | 0,080 | 0,120 | 0,140 |
| 850-1100 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Gusseisen | < 180 HB | 20 | 30 | 0,200 | 0,250 | 0,300 |
| > 180 HB | 20 | 30 | 0,160 | 0,200 | 0,250 | |
| Kugelgraphit, Temperguss | > 180 HB | 25 | 35 | 0,200 | 0,250 | 0,300 |
| > 260 HB | 18 | 22 | 0,160 | 0,200 | 0,250 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 40 | 100 | 0,180 | 0,220 | 0,300 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 30 | 60 | 0,180 | 0,220 | 0,300 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 40 | 100 | 0,180 | 0,220 | 0,300 |
| Kupfer, niedriglegiert | < 350 N/mm² | 35 | 65 | 0,180 | 0,220 | 0,300 |
| Messing, kurzspanend | < 600 N/mm² | 60 | 100 | 0,250 | 0,300 | 0,350 |
| Messing, langspanend | < 600 N/mm² | 35 | 60 | 0,400 | 0,250 | 0,350 |
| Bronze, kurzspanend | < 600 N/mm² | 25 | 50 | 0,140 | 0,200 | 0,250 |
| 650-850 N/mm² | 25 | 50 | 0,140 | 0,200 | 0,250 | |
| Bronze, langspanend | < 850 N/mm² | 15 | 35 | 0,140 | 0,200 | 0,250 |
| 850-1200 N/mm² | 15 | 35 | 0,140 | 0,200 | 0,250 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Flache Scheibe mit Fase ISO 7090, Stahl 200 HV, Zink-Nickel schwarz (ZFSH)

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 10.9, blank

ASSY plus 4 A2 P CSMR60 Holzfassadenschraube Edelstahl A2 blank Teilgewinde mit Unterkopfgewinde 60° Senkkopf

Kabelbinder KBL INOX aus Edelstahl AISI 304 V2A mit Kugelverschluss

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Stahl 45H, verzinkt blau passiviert (A2K)

Basic Sweatshirt

Abdeckkappe flach, für Innensechsrund und AW-Antrieb

Silikonspray
Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 10.9, blank

GEFU® Gewindefurchende Schraube mit Taptite 2000®-Gewinde, Zylinderkopf und Innensechsrund