





Milling cutter SC SPEEDCUT Aluminium XL HB, triple blade
End mill SC Alu WN-XL Z3 3xD/2xD W 34-38° HB
CTR-SC-SP-WN-AL-EL-HB-D4,0MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7920 |
Material to be processed | Copper, Brass, Aluminium, Plastic |
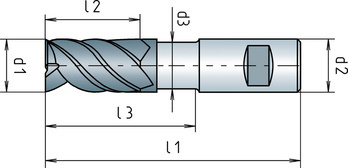
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.8 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 34-38° |
Length (l1) | 60 mm |
Cutting edge length (l2) | 11 mm |
Clearance length (l3) | 21 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.06 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Copper, Brass, Aluminium, Plastics |
Last viewed

Women's neon high-visibility trousers

HSCo type N double-cut side and face milling cutter DIN 885A

Waste paper basket

Contact tip MB 15 AK MB 15 AK For welding torch MB 15 AK

OrgaAer Speed Office container set

Flat blade fuse MINI set 10 pieces

Clamping pin/clamping sleeve — slotted, heavy-duty design ISO 8752 steel zinc-plated (A2K) blue passivated

Drive-in nut
Clamping pin/clamping sleeve — slotted, heavy-duty design ISO 8752 steel zinc-plated (A2K) blue passivated
Clamping pin/clamping sleeve — slotted, heavy-duty design ISO 8752 steel zinc-plated (A2K) blue passivated