





Milling cutter SC SPEEDCUT Aluminium XL HB, triple blade
End mill SC Alu WN-XL Z3 3xD/2xD W 34-38° HB
CTR-SC-SP-WN-AL-EL-HB-D8,0MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7920 |
Material to be processed | Copper, Brass, Aluminium, Plastic |
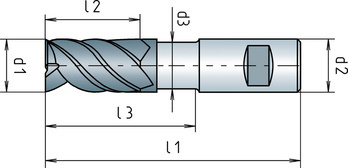
Diameter (d1) | 8 mm |
Shank diameter (d2) | 8 mm |
Clearance diameter (d3) | 7.5 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 34-38° |
Length (l1) | 70 mm |
Cutting edge length (l2) | 19 mm |
Clearance length (l3) | 34 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.10 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Copper, Brass, Aluminium, Plastics |
Last viewed

STAR COTTON work shorts

Hook Nail

Façade construction screw Faba® type BZ with hexagon head and sealing washer

HSS type RN twist drill bit box 19 pieces

Sealing ring, copper, shape A

1/2" connection

Hand tap, third tap HSS DIN 352

VARIFIX® Systemfix quick fastener

piasta® wing-type drilling screw, countersunk milling head with AW drive

Elastic joint sealing tape