





Mini Radiusfräser Zweischneider
Mini Fräser VHM HSC WN Z2 1,5xD/10xD TypH TiAlN HA
FRS-RADI-HSC-MINI-WN-VHM-TN-D2,5MM
Art.-Nr. 5443301494
EAN 4055375892046















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6297 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Harter und zäher Werkstoff, Aluminium |
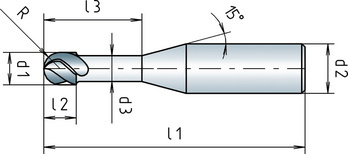
Durchmesser (d1) | 2,5 mm |
Schaftdurchmesser (d2) | 3 mm |
Freistellungsdurchmesser (d3) | 2,45 mm |
Normen | WN |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Eckenradius (R) | 1,25 mm |
Länge (l1) | 50 mm |
Spannutlänge (l2) | 3,7 mm |
Freistellungslänge (l3) | 20 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
| Schnittwerte für Schlichten Kopieren | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 |
| Legierte Einsatzstähle | 1000-1200 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,002 | 0,005 | 0,010 |
| 1000-1200 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 | |
| Werkzeugstähle | 850-1100 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 |
| 1100-1400 N/mm² | E | 85 | 0,002 | 0,005 | 0,009 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,002 | 0,005 | 0,009 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,002 | 0,005 | 0,009 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 |
| 1800 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 | |
| Federstähle | < 1200 N/mm² | E | 85 | 0,002 | 0,004 | 0,009 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,002 | 0,005 | 0,010 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,002 | 0,005 | 0,010 |
| < 850 N/mm² | E | 90 | 0,002 | 0,005 | 0,009 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,002 | 0,006 | 0,010 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,002 | 0,006 | 0,010 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,002 | 0,006 | 0,010 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 800 | 0,002 | 0,006 | 0,010 |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 |
| Legierte Einsatzstähle | 1000-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,002 | 0,005 | 0,010 |
| 1000-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 | |
| Werkzeugstähle | 850-1100 N/mm² | E | 80 | 0,002 | 0,005 | 0,010 |
| 1100-1400 N/mm² | E | 70 | 0,002 | 0,004 | 0,008 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| Gehärtete Stähle | 48 - 55 HRC | E | 60 | 0,002 | 0,006 | 0,011 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 60 | 0,002 | 0,005 | 0,010 |
| 1800 N/mm² | E | 50 | 0,002 | 0,005 | 0,010 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,002 | 0,004 | 0,008 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 100 | 0,002 | 0,004 | 0,008 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 90 | 0,002 | 0,006 | 0,011 |
| < 850 N/mm² | - | 80 | 0,002 | 0,007 | 0,013 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,002 | 0,007 | 0,013 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 350 | 0,002 | 0,007 | 0,013 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | - | 250 | 0,002 | 0,007 | 0,013 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | - | 400 | 0,002 | 0,007 | 0,013 |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

GEFU® Gewindefurchende Schraube mit Taptite 2000®-Gewinde, Sechskantkopf mit Bund

FLEXEN Kältekautschuk Plus S2 Schlauch 2 m

Sicherungsring für Bohrung Form ZJ Form ZJ, Federstahl

Transportgeräterolle mit drehbarer Halterung

Flachfaltenfilter für AMTS

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Messing, blank

Zylinderschraube mit Innensechskant ASME 18.3, Stahl, Alloy, blank, UNC (Regelgewinde)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl FK10.9, Zink-Lamelle silber (ZFSHL)

Sicherungsring

Rundmutter mit Trapezgewinde