





Mini ball nose end mill, twin blade For machining materials of medium to high strength
Mini end mill SC HSC WN Z2 type H TiAlN HA
CTR-RADI-HSC-MINI-WN-SC-TN-D1,4MM















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6297 |
Material to be processed | Steel, Stainless steel, Hard and tough material, Aluminium |
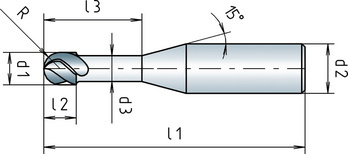
Diameter (d1) | 1.4 mm |
Shank diameter (d2) | 3 mm |
Clearance diameter (d3) | 1.35 mm |
Standards | CS |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Corner radius (R) | 0.7 mm |
Length (l1) | 50 mm |
Chip flute length (l2) | 2.1 mm |
Clearance length (l3) | 16 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Steels > 45 HRC, Aluminium |
Last viewed

Countersunk head screw with recessed head, H DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

TFT/LCD cleaner

Interchangeable cylinder cores for locking system MS 5000

Number plate screw with slot

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 8.8, plain

1/2-inch impact socket wrench insert bi-hex, metric, short

Jogger S1P safety shoes

Abrasive cloth Roll, metal

Tapered pin ISO 2339 A1 stainless steel, shape A ground

Hexagon weld nuts DIN 929, steel, plain