



NC-Maschinenreibahle HSCO WN, H7 universal
NC-Maschinenreibahle H7 HSCo WN
MAREIBAHL-HSCO-DIN1835A-H7-D12,0-L151/44
Art.-Nr. 0620101200
EAN 4052712412219





Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
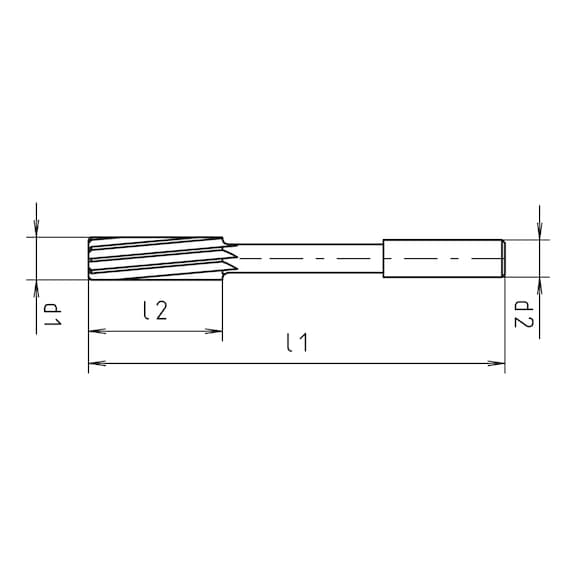
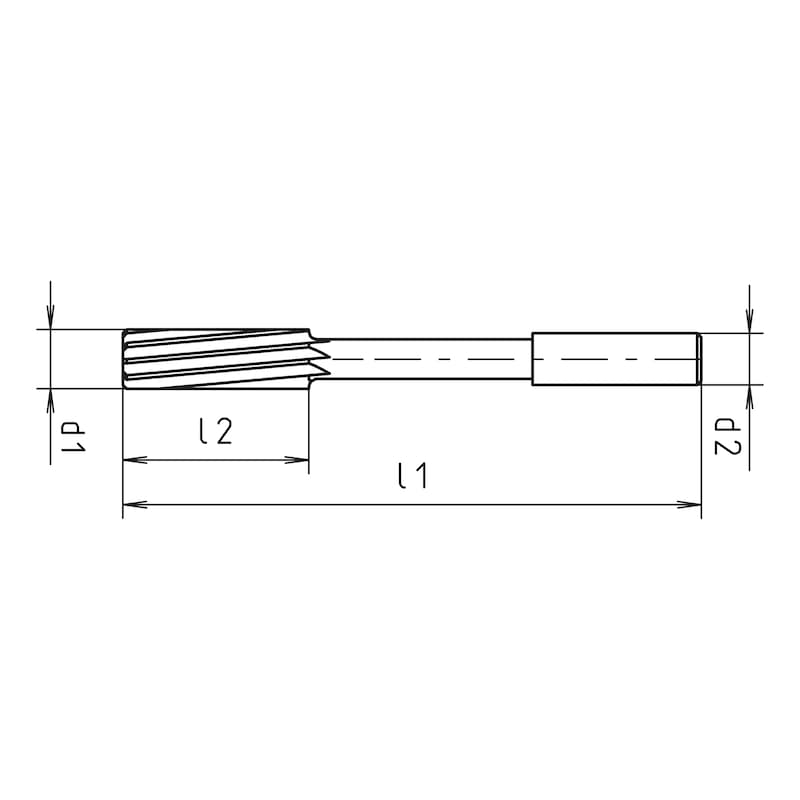
- NC-gerechte Ausführung ähnlich DIN 212 (Form D) mit geradem Schaftdurchmesser für die standardisierte Aufnahme speziell in Hydro-Dehnspannfuttern oder Hochgenauigkeitsfuttern.
- Drallgenutete Ausführung
- Linksspirale für höchste Rundlaufgenauigkeit und Prozesssicherheit
- Sonderaufnahmen werden nicht benötigt
Datenblätter(X)

- Besonders für unterbrochene Schnitte wie Längsnuten und Querbohrungen geeignet
- Zu bearbeitende Werkstoffe: Für alle Eisen-, Nichteisenmetalle und Stahl geeignet
Das richtige Untermaß für die Vorbohrung entnehmen Sie dem Zerspanungshandbuch.
 | |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
Schneidendurchmesser (d1) | 12,00 mm |
Schaftdurchmesser (d2) | 10,0 mm |
Länge (l1) | 151 mm |
Schneidenlänge (l2) | 44 mm |
Auskraglänge (l3) | 111 mm |
Anzahl Schneiden (Z) | 6 STK |
Kernlochdurchmesser | 11,80 mm |
Normen | DIN 212 ähnlich |
Form | B |
Schneidstoff | HSCo |
Oberfläche | Unbeschichtet |
Nutenform | Linksdrall 8° |
Schaftform | Zylindrisch DIN 6535-HA |
Toleranz Passung | H7 |
Bohrtiefe max. (D) | 8xD |
Lochtyp | Durchgangsloch |
Kühlmittelzufuhr | Extern |
Standzeit (Punktesystem) | 3 von 4 Punkten |
Vielseitigkeit (Punktesystem) | 4 von 4 Punkten |
Toleranz Schneidendurchmesser | h7 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte | ||||||||
| Für Ø 1,5 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| von | bis | Ø 1,5 - 1,9 | Ø 2 - 4,9 | Ø 5 - 7,9 | Ø 8 - 9,9 | |||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | O/E | 10 | 12 | 0,060 | 0,080 | 0,100 | 0,130 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| Automatenstähle | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | O/E | 8 | 10 | 0,060 | 0,080 | 0,100 | 0,130 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Werkzeugstähle | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1100 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 1100-1400 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Federstähle | < 1200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Edelstähle | ||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| < 850 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 |
| Sonderlegierungen | < 1200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Güsse | ||||||||
| Gusseisen | < 180 HB | T/O | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 180 HB | T/O | 4 | 6 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Kugelgraphit, Temperguss | > 180 HB | T/E | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 260 HB | T/E | 6 | 8 | 0,090 | 0,120 | 0,150 | 0,180 | |
| NE-Metalle | ||||||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 10 | 12 | 0,090 | 0,120 | 0,160 | 0,200 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| Messing, langspanend | < 600 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| Bronze, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Bronze, langspanend | < 850 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 850-1200 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Graphit | - | T | 8 | 10 | 0,090 | 0,120 | 0,150 | 0,180 |
| Legende |
| O = Öl |
| E = Emulsion |
| T = Trocken |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| von | bis | Ø 10 - 14,9 | Ø 15 - 19,9 | Ø 20 | |||
| Stähle | |||||||
| Allgemeine Baustähle | < 500 N/mm² | O/E | 10 | 12 | 0,150 | 0,200 | 0,250 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| Automatenstähle | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | O/E | 8 | 10 | 0,150 | 0,200 | 0,250 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| Legierte Einsatzstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Nitrierstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Werkzeugstähle | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1100 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 1100-1400 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | O/E | 4 | 6 | 0,150 | 0,150 | 0,200 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Federstähle | < 1200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Edelstähle | |||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| < 850 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 |
| Sonderlegierungen | < 1200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| Güsse | |||||||
| Gusseisen | < 180 HB | T/O | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 180 HB | T/O | 4 | 6 | 0,170 | 0,200 | 0,250 | |
| Kugelgraphit, Temperguss | > 180 HB | T/E | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 260 HB | T/E | 6 | 8 | 0,200 | 0,200 | 0,250 | |
| NE-Metalle | |||||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 10 | 15 | 0,230 | 0,260 | 0,300 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 10 | 12 | 0,230 | 0,260 | 0,300 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| Messing, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| Messing, langspanend | < 600 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| Bronze, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 | |
| Bronze, langspanend | < 850 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 850-1200 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 | |
| Graphit | - | T | 8 | 10 | 0,200 | 0,250 | 0,300 |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

Sechskant-Passschraube mit kurzem Gewindezapfen DIN 610, Stahl 8.8, blank

Ring-Maulschlüssel metrisch mit POWERDRIV®-Antrieb

Bohrschraube Flachkopf mit AW-Antrieb pias®

Universalreiniger 4 in 1 Cleaner

Aderendhülse mit Kunststoffhülse

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 10.9, blank

Powerpack LI-28 V mit Ladegerät und 2 x Akkus

Maschinengewindebohrer HSCo Blauring Durchgangsloch DIN 371/376

Maschinengewindebohrer HSCo Multi Spezial UNF-Gewinde, Grundloch

Senkschraube mit Innensechskant ISO 10642, Edelstahl A4-070, blank