



NC-Maschinenreibahle HSCO WN, H7 universal
NC-Maschinenreibahle H7 HSCo WN
MAREIBAHL-HSCO-DIN1835A-H7-D7,9-L117/33
Art.-Nr. 0620100790
EAN 4052712411779





Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
- NC-gerechte Ausführung ähnlich DIN 212 (Form D) mit geradem Schaftdurchmesser für die standardisierte Aufnahme speziell in Hydro-Dehnspannfuttern oder Hochgenauigkeitsfuttern.
- Drallgenutete Ausführung
- Linksspirale für höchste Rundlaufgenauigkeit und Prozesssicherheit
- Sonderaufnahmen werden nicht benötigt
Datenblätter(X)

- Besonders für unterbrochene Schnitte wie Längsnuten und Querbohrungen geeignet
- Zu bearbeitende Werkstoffe: Für alle Eisen-, Nichteisenmetalle und Stahl geeignet
Das richtige Untermaß für die Vorbohrung entnehmen Sie dem Zerspanungshandbuch.
 | |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
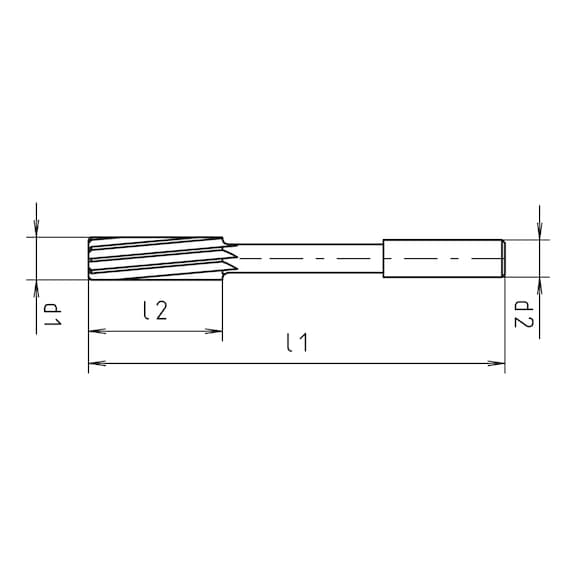
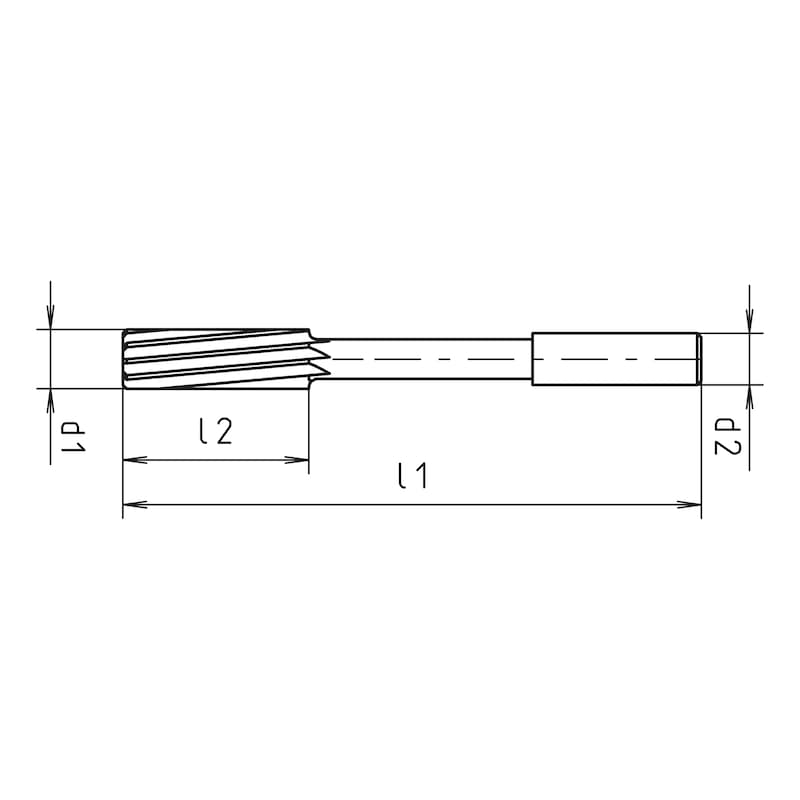
Schneidendurchmesser (d1) | 7,90 mm |
Schaftdurchmesser (d2) | 8,0 mm |
Länge (l1) | 117 mm |
Schneidenlänge (l2) | 33 mm |
Auskraglänge (l3) | 81 mm |
Anzahl Schneiden (Z) | 6 STK |
Kernlochdurchmesser | 7,70 mm |
Normen | DIN 212 ähnlich |
Form | B |
Schneidstoff | HSCo |
Oberfläche | Unbeschichtet |
Nutenform | Linksdrall 8° |
Schaftform | Zylindrisch DIN 6535-HA |
Toleranz Passung | H7 |
Bohrtiefe max. (D) | 8xD |
Lochtyp | Durchgangsloch |
Kühlmittelzufuhr | Extern |
Standzeit (Punktesystem) | 3 von 4 Punkten |
Vielseitigkeit (Punktesystem) | 4 von 4 Punkten |
Toleranz Schneidendurchmesser | h7 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte | ||||||||
| Für Ø 1,5 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| von | bis | Ø 1,5 - 1,9 | Ø 2 - 4,9 | Ø 5 - 7,9 | Ø 8 - 9,9 | |||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | O/E | 10 | 12 | 0,060 | 0,080 | 0,100 | 0,130 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| Automatenstähle | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | O/E | 8 | 10 | 0,060 | 0,080 | 0,100 | 0,130 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Werkzeugstähle | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1100 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 1100-1400 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Federstähle | < 1200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Edelstähle | ||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| < 850 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 |
| Sonderlegierungen | < 1200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Güsse | ||||||||
| Gusseisen | < 180 HB | T/O | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 180 HB | T/O | 4 | 6 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Kugelgraphit, Temperguss | > 180 HB | T/E | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 260 HB | T/E | 6 | 8 | 0,090 | 0,120 | 0,150 | 0,180 | |
| NE-Metalle | ||||||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 10 | 12 | 0,090 | 0,120 | 0,160 | 0,200 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| Messing, langspanend | < 600 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| Bronze, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Bronze, langspanend | < 850 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 850-1200 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Graphit | - | T | 8 | 10 | 0,090 | 0,120 | 0,150 | 0,180 |
| Legende |
| O = Öl |
| E = Emulsion |
| T = Trocken |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| von | bis | Ø 10 - 14,9 | Ø 15 - 19,9 | Ø 20 | |||
| Stähle | |||||||
| Allgemeine Baustähle | < 500 N/mm² | O/E | 10 | 12 | 0,150 | 0,200 | 0,250 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| Automatenstähle | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | O/E | 8 | 10 | 0,150 | 0,200 | 0,250 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 850-1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| Legierte Einsatzstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Nitrierstähle | < 1000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1000-1200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Werkzeugstähle | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1100 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 1100-1400 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | O/E | 4 | 6 | 0,150 | 0,150 | 0,200 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Federstähle | < 1200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Edelstähle | |||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| < 850 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 |
| Sonderlegierungen | < 1200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| Güsse | |||||||
| Gusseisen | < 180 HB | T/O | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 180 HB | T/O | 4 | 6 | 0,170 | 0,200 | 0,250 | |
| Kugelgraphit, Temperguss | > 180 HB | T/E | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 260 HB | T/E | 6 | 8 | 0,200 | 0,200 | 0,250 | |
| NE-Metalle | |||||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 10 | 15 | 0,230 | 0,260 | 0,300 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 10 | 12 | 0,230 | 0,260 | 0,300 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| Messing, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| Messing, langspanend | < 600 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| Bronze, kurzspanend | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 | |
| Bronze, langspanend | < 850 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 850-1200 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 | |
| Graphit | - | T | 8 | 10 | 0,200 | 0,250 | 0,300 |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

Sechskantmutter niedrige Form ISO 4035 Stahl 04, feuerverzinkt (TZN)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, blank
Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, blank

Linsensenkschraube mit Schlitz DIN 964, Messing, vernickelt (E2J)

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

Dreikantfeile DIN 7261, Form C

Zahnkelle aus Stahl mit Holzgriff
Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

Einweghandschuh Nitril
Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 8.8, blank