





SC 30° long roughing cutter DIN 6527L
End mill SC DIN 6527L Z3-4 2xD type HR TiAlN HB
RGHCTR-DIN6527L-SC-TN-HB-D8,0MM


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7027 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Aluminium |
Shank style | Cylindrical DIN 6535-HB |
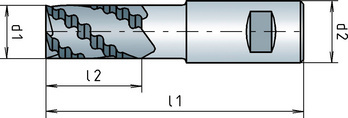
Diameter (d1) | 8 mm |
Shank diameter (d2) | 8 mm |
Length (l1) | 63 mm |
Cutting edge length (l2) | 19 mm |
Standards | DIN 6527 |
Construction length | Long |
Cutting material | SC |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.20 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium |
Last viewed

Hexagon bolt with shank and fine thread DIN 960, steel, strength class 10.9, zinc-nickel-plated, transparent passivated (P3E)

3/4-inch impact socket wrench insert for hexagon socket screws, metric, long

K Plus insulation pipe clamp with separate insulation part

Disinfectant surface cleaner

Flat washer - extra-large series ISO 7094 A2 stainless steel, 100 HV

Shackle, straight, with hexagon socket A4 stainless steel

LED digital thermometer with contact sensor

Clutch centring pin set 6 pieces

Brushes For tyre fitting paste

FLRYY round vehicle cable with PVC sheathing