





SC Speedcut aluminium end mill, long corner radius, optional, triple blade, variable helix DIN 6527L
End mill SC Alu DIN6527L Z3 3xD/2xD 34-38° ER HA
CTR-SC-SP-DIN6527L-AL-HA-D6,0X0,5MM
Art.-no. 5443301055
EAN 4055375919002





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7230 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
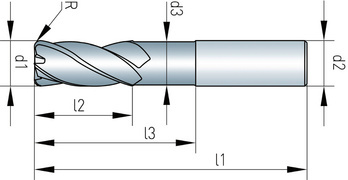
Diameter (d1) | 6 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 5.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 34-38° |
Corner radius (R) | 0.5 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 21 mm |
Number of cutting edges (Z) | 3 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Legend | ||
| L = air | ae = 0.05xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for code 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | |||||||
| For dia. 3 - dia. 6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Cutting values for finishing copy | |||||||
| For dia. 8 - dia. 16 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,084 | 0,096 | 0,108 | 0,132 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,084 | 0,096 | 0,108 | 0,132 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,084 | 0,120 | 0,144 | 0,180 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,072 | 0,090 | 0,108 | 0,132 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,072 | 0,090 | 0,108 | 0,132 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 |
| 650-850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 |
| 850-1200 N/mm² | E | 145 | 0,072 | 0,090 | 0,108 | 0,132 | |
| Cutting values for finishing copy | |||||||
| For dia. 3 - dia. 6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Legend | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for code 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | |||||||
| For dia. 8 - dia. 16 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,080 | 0,090 | 0,110 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,080 | 0,090 | 0,110 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,070 | 0,100 | 0,120 | 0,150 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,060 | 0,075 | 0,090 | 0,110 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 |
| 650-850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 |
| 850-1200 N/mm² | E | 120 | 0,060 | 0,075 | 0,090 | 0,110 | |
Last viewed

Hexagon nut, low profile with fine thread ISO 8675, steel 5, zinc-plated, yellow chromated (A3C)

Mechanical screw-in tool for spigot hinges consisting of two and three pieces

TIME-SERT® UNC threaded bushing

Round head screw with slot and nut W-0231, steel 04.8, zinc-plated with nut, slotted

3/8 inch socket wrench, inch, hex., long

Slotted set screw with truncated cone DIN 551, steel, 14H, plain

Stirrup handle stainless steel FINISH

Blind rivet, large flat head

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

Combi hexagon tapping screw with captive washer