





SC Speedcut inox end mill, long corner radius, optional, four blade, variable helix DIN 6527L
End mill SC DIN6527L Z3-4 3xD/2xD TiAlN-S ER HA
CTR-SC-SP-DIN6527L-IX-HA-TNS-10,0X1,0
Art.-no. 5443300838
EAN 4055375893968



























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6547 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
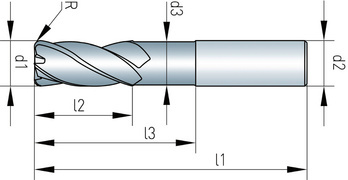
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Clearance diameter (d3) | 9.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 39-42° |
Corner radius (R) | 1 mm |
Length (l1) | 72 mm |
Cutting edge length (l2) | 22 mm |
Clearance length (l3) | 32 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, FRP |
| Cutting values for roughing contour | ||||||||
| For dia. 2-6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500-850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700-850 N/mm² | L + E | 185 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | L + E | 185 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,013 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850-1100 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,018 | 0,022 | 0,025 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Cast iron | < 180 HB | - | 160 | 0,012 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 105 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legend | ||
| L = air | ae = 0.06xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.06xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500-850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850-1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700-850 N/mm² | L + E | 185 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850-1000 N/mm² | L + E | 185 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850-1100 N/mm² | L + E | 180 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Cast iron | < 180 HB | - | 160 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
Last viewed

Safety screw with hexalobular head and pin similar to ISO 10642 because of TX drive, A2 stainless steel, plain

Sealing plug GPN 735

Helical insert W.TEC® INSERT COIL Screw Grip

OrgaAer front panel cover, central section

Hexagon bolt with shank ISO 4014, steel 8.8, zinc-plated, yellow chromated (A3C)

Flat washer - extra-large series ISO 7094 steel 100 HV, zinc-plated

Round head screw with square neck and nut DIN 603, steel 4.8, plain, with nut

Hexagon socket set screw with ring cutter ISO 4029, steel, 45H, plain

Flat head tapping screw, type C with hexagon socket ISO 14585, steel, zinc-plated, blue passivated, shape C (with tip)

Slotted cheese head DIN 84, steel 4.8, zinc-plated, yellow chromated (A2C)