











SC forward and reverse deburring tool 2x90°
Milling cutter SC WN Z4 2x90° type N TiAlN-S HA
DEBURTL-FB-SC-WN-TNS-D10MM















Register now and access more than 125,000 products
2) d1: Ø 8-12 mm
Datasheets(X)

 | |
Product code | 6507 |
Material to be processed | Steel, Cast metal, Stainless steel, Aluminium |
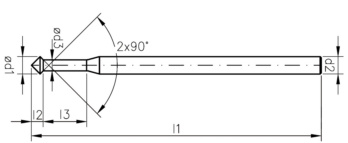
Diameter (d1) | 10 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.7 mm |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Length (l1) | 100 mm |
Cutting edge length (l2) | 4.7 mm |
Clearance length (l3) | 33 mm |
Number of cutting edges (Z) | 4 PCS |
Angle of the tip | 90 Degree |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Aluminium |
| Cutting values |
Last viewed

Hexagon socket set screw with ring cutter ISO 4029, steel, 45H, plain

Adhesive lubricant HHS® 200

Hexalobular screw with flattened half round head DIN 34805-1, TX drive, blue passivated zinc plated 10.9 steel

Electronic safety transformer for LED lights with LD1 plug system

Rotatable drop-in anchor for installing plastic windows in the reveal

OrgaAer wide drawer Unit width: 600 mm

Key for special die holders

Abrasive pad

Countersunk screw with hexagon socket, galvanised ISO 10642, steel 10.9, zinc-plated, blue passivated (A2K)

Tarmac fixing bolt W-SA A-IG