





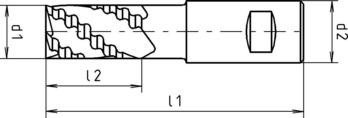
Schaftfräser HSCo8, lang DIN 844L
Fräser HSCo8 DIN 844L Z4-5 4xD Typ NR
SHFTFRS-DIN844L-HSCO8-D12,0MM
Art.-Nr. 5443600812
EAN 4055375878675






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2076 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Normen | DIN 844 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | NR |
Schneidstoff | HSCo8 |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 110 mm |
Schneidenlänge (l2) | 53 mm |
Anzahl Schneiden | 4 STK |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 10 - Ø 30 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 30 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500-850 N/mm² | E | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 850-1000 N/mm² | E | 26 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700-850 N/mm² | E | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| 850-1000 N/mm² | E | 24 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 850-1100 N/mm² | E | 16 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| 1100-1400 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 12 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Sonderlegierungen | < 1200 N/mm² | E | 7 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Gusseisen | < 180 HB | - | 34 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| > 180 HB | - | 30 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| > 260 HB | E | 18 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 73 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, kurzspanend | < 600 N/mm² | - | 73 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, langspanend | < 600 N/mm² | - | 49 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Bronze, kurzspanend | < 600 N/mm² | - | 49 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 650-850 N/mm² | - | 37 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 850-1200 N/mm² | E | 18 | 0,063 | 0,062 | 0,076 | 0,096 | 0,120 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Bei Durchmesser über 20 mm ist Vollnuten nicht möglich, da zu großer Leistungsbedarf. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| 850-1000 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| 850-1000 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 17 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 17 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Nitrierstähle | < 1000 N/mm² | E | 17 | 0,013 | 0,019 | 0,023 | 0,028 |
| 1000-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| 850-1100 N/mm² | E | 12 | 0,014 | 0,023 | 0,025 | 0,032 | |
| 1100-1400 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 6 | 0,014 | 0,023 | 0,025 | 0,032 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 6 | 0,014 | 0,023 | 0,025 | 0,032 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 9 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,014 | 0,023 | 0,025 | 0,032 |
| Gusseisen | < 180 HB | - | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| > 180 HB | - | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| > 260 HB | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 7 | 0,014 | 0,023 | 0,025 | 0,032 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| 650-850 N/mm² | - | 28 | 0,026 | 0,037 | 0,041 | 0,050 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,026 | 0,037 | 0,041 | 0,050 |
| 850-1200 N/mm² | E | 14 | 0,032 | 0,041 | 0,045 | 0,054 | |
Zuletzt angesehen

Selbstschneidendes Gewindeeinsatz Sortiment 220-teilig im System-Koffer 4.4.1.

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, Zink-Lamelle silber (ZFSHL)

Senkschraube mit Kreuzschlitz H DIN 965, Stahl 4.8, verzinkt blau passiviert (A2K)

Spiralbohrer VHM, lang DIN 338

Schnittschutz Latzhose

Sechskantmutter niedrige Form mit Klemmteil (nichtmetallischer Einsatz) Feingewinde DIN 985, Edelstahl A2, blank

Schlauchschelle mit Spannbacken

Bohrschraube Sechskantkopf mit Holzgewinde und Dichtscheibe piasta®

Nass-/Trockenfiltertüte Vlies

HPC-Schaftfräser Speedcut 4.0-Inox, lang, freigestellt, Vierschneider, ungleiche Drallsteigung, mit Innenkühlung, HB-Schaft