





Schaftfräser VHM Speedcut-Universal, lang, freigestellt, Vierschneider, ungleiche Drallsteigung DIN 6527L, HA-Schaft
Fräser SC DIN6527L Z4 3xD/2xD 35-38° TiAlN-S HA
SHFTFRS-SP-DIN6527L-UV-VHM-TNS-HA-D10
Art.-Nr. 5443300566
EAN 4055375919927




























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7317 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
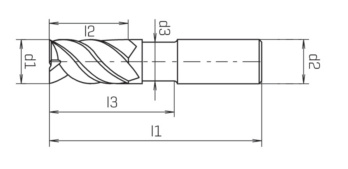
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 10 mm |
Freistellungsdurchmesser (d3) | 9,5 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35-38° |
Länge (l1) | 72 mm |
Schneidenlänge (l2) | 22 mm |
Freistellungslänge (l3) | 32 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,25 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,050 | 0,065 | 0,080 | 0,100 | 0,115 |
| 500–850 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,075 | 0,090 | 0,105 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 |
| 850–1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,050 | 0,065 | 0,075 | 0,090 | 0,105 |
| 700–850 N/mm² | L + E | 235 | 0,045 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850–1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 1000–1200 N/mm² | L + E | 190 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,050 | 0,065 | 0,080 | 0,100 | 0,115 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 1000–1200 N/mm² | L + E | 190 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 1000–1200 N/mm² | L + E | 190 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,045 | 0,050 | 0,065 | 0,080 | 0,950 |
| 850–1100 N/mm² | L + E | 230 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,045 | 0,055 | 0,065 | 0,080 | 0,950 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| < 850 N/mm² | E | 130 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,040 | 0,045 | 0,055 | 0,065 | 0,080 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| Gusseisen | < 180 HB | - | 205 | 0,065 | 0,080 | 0,095 | 0,115 | 0,125 |
| < 180 HB | - | 130 | 0,060 | 0,075 | 0,090 | 0,110 | 0,120 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,065 | 0,080 | 0,095 | 0,115 | 0,125 |
| > 260 HB | E | 130 | 0,060 | 0,075 | 0,090 | 0,110 | 0,120 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 300 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 500–850 N/mm² | L + E | 235 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Automatenstähle | < 850 N/mm² | L + E | 235 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 850–1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 260 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 700–850 N/mm² | L + E | 235 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| 850–1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 220 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 1000–1200 N/mm² | L + E | 190 | 0,010 | 0,130 | 0,016 | 0,020 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 300 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 1000–1200 N/mm² | L + E | 190 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 230 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 1000–1200 N/mm² | L + E | 190 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 240 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| 850–1100 N/mm² | L + E | 230 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 130 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Federstähle | < 1200 N/mm² | L + E | 130 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 160 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 140 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| < 850 N/mm² | E | 130 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 115 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Sonderlegierungen | < 1200 N/mm² | E | 90 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 0,010 | 0,013 | 0,016 | 0,020 | 0,030 |
| Gusseisen | < 180 HB | - | 205 | 0,015 | 0,020 | 0,030 | 0,040 | 0,050 |
| < 180 HB | - | 130 | 0,015 | 0,018 | 0,028 | 0,035 | 0,045 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 160 | 0,015 | 0,020 | 0,030 | 0,040 | 0,050 |
| > 260 HB | E | 130 | 0,015 | 0,018 | 0,028 | 0,035 | 0,045 | |
| Legende | ||
| L = Luft | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,0xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,018 | 0,023 | 0,032 | 0,036 | 0,045 |
| 500–850 N/mm² | L + E | 170 | 0,016 | 0,023 | 0,027 | 0,032 | 0,045 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,016 | 0,023 | 0,027 | 0,032 | 0,045 |
| 850–1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,018 | 0,023 | 0,032 | 0,036 | 0,045 |
| 700–850 N/mm² | L + E | 165 | 0,016 | 0,023 | 0,027 | 0,032 | 0,045 | |
| 850–1000 N/mm² | L + E | 165 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| 1000–1200 N/mm² | L + E | 140 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,018 | 0,023 | 0,032 | 0,036 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| 1000–1200 N/mm² | L + E | 140 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| 1000–1200 N/mm² | L + E | 140 | 0,014 | 0,018 | 0,023 | 0,027 | 0,032 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,018 | 0,018 | 0,023 | 0,027 | 0,036 |
| 850–1100 N/mm² | L + E | 160 | 0,014 | 0,016 | 0,020 | 0,023 | 0,032 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,011 | 0,014 | 0,018 | 0,023 | 0,027 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| < 850 N/mm² | E | 95 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,011 | 0,014 | 0,018 | 0,023 | 0,032 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,014 | 0,018 | 0,023 | 0,027 | 0,036 |
| Gusseisen | < 180 HB | - | 145 | 0,016 | 0,021 | 0,027 | 0,036 | 0,045 |
| < 180 HB | - | 115 | 0,016 | 0,023 | 0,027 | 0,032 | 0,036 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,016 | 0,023 | 0,027 | 0,032 | 0,036 |
| > 260 HB | E | 95 | 0,016 | 0,023 | 0,027 | 0,032 | 0,036 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,065 | 0,080 | 0,095 | 0,115 | 0,130 |
| 500–850 N/mm² | L + E | 190 | 0,060 | 0,075 | 0,090 | 0,105 | 0,120 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,060 | 0,070 | 0,090 | 0,105 | 0,120 |
| 850–1000 N/mm² | L + E | 180 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,065 | 0,080 | 0,095 | 0,115 | 0,130 |
| 700–850 N/mm² | L + E | 185 | 0,060 | 0,075 | 0,090 | 0,105 | 0,120 | |
| 850–1000 N/mm² | L + E | 185 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,055 | 0,060 | 0,080 | 0,100 | 0,115 |
| 1000–1200 N/mm² | L + E | 155 | 0,050 | 0,055 | 0,060 | 0,080 | 0,095 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,065 | 0,080 | 0,950 | 0,115 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 |
| 1000–1200 N/mm² | L + E | 155 | 0,050 | 0,060 | 0,070 | 0,080 | 0,105 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 |
| 1000–1200 N/mm² | L + E | 155 | 0,045 | 0,050 | 0,060 | 0,080 | 0,095 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,055 | 0,065 | 0,080 | 0,100 | 0,115 |
| 850–1100 N/mm² | L + E | 180 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,040 | 0,045 | 0,050 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,055 | 0,065 | 0,080 | 0,090 | 0,105 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,050 | 0,060 | 0,070 | 0,080 | 0,095 |
| < 850 N/mm² | E | 105 | 0,050 | 0,060 | 0,070 | 0,080 | 0,095 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,050 | 0,060 | 0,070 | 0,080 | 0,095 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,045 | 0,050 | 0,065 | 0,080 | 0,095 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| Gusseisen | < 180 HB | - | 160 | 0,075 | 0,090 | 0,110 | 0,130 | 0,140 |
| < 180 HB | - | 130 | 0,060 | 0,065 | 0,080 | 0,100 | 0,130 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,060 | 0,065 | 0,080 | 0,100 | 0,130 |
| > 260 HB | E | 105 | 0,060 | 0,065 | 0,080 | 0,100 | 0,125 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 235 | 0,020 | 0,025 | 0,035 | 0,040 | 0,050 |
| 500–850 N/mm² | L + E | 190 | 0,018 | 0,025 | 0,030 | 0,035 | 0,050 | |
| Automatenstähle | < 850 N/mm² | L + E | 190 | 0,018 | 0,025 | 0,030 | 0,035 | 0,050 |
| 850–1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 185 | 0,020 | 0,026 | 0,035 | 0,040 | 0,050 |
| 700–850 N/mm² | L + E | 185 | 0,018 | 0,025 | 0,030 | 0,035 | 0,050 | |
| 850–1000 N/mm² | L + E | 185 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 1000–1200 N/mm² | L + E | 155 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 235 | 0,020 | 0,026 | 0,035 | 0,040 | 0,050 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 1000–1200 N/mm² | L + E | 155 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 180 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| 1000–1200 N/mm² | L + E | 155 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 190 | 0,020 | 0,020 | 0,025 | 0,030 | 0,040 |
| 850–1100 N/mm² | L + E | 180 | 0,015 | 0,018 | 0,022 | 0,025 | 0,035 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 105 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Federstähle | < 1200 N/mm² | L + E | 105 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 130 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| < 850 N/mm² | E | 105 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 90 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 70 | 0,012 | 0,015 | 0,020 | 0,025 | 0,035 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 |
| Gusseisen | < 180 HB | - | 160 | 0,018 | 0,023 | 0,030 | 0,040 | 0,050 |
| < 180 HB | - | 130 | 0,018 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 130 | 0,018 | 0,025 | 0,030 | 0,035 | 0,040 |
| > 260 HB | E | 105 | 0,018 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 210 | 0,059 | 0,072 | 0,086 | 0,104 | 0,117 |
| 500–850 N/mm² | L + E | 170 | 0,054 | 0,068 | 0,081 | 0,095 | 0,108 | |
| Automatenstähle | < 850 N/mm² | L + E | 170 | 0,054 | 0,063 | 0,081 | 0,095 | 0,108 |
| 850–1000 N/mm² | L + E | 160 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 165 | 0,059 | 0,072 | 0,086 | 0,104 | 0,117 |
| 700–850 N/mm² | L + E | 165 | 0,054 | 0,068 | 0,081 | 0,095 | 0,108 | |
| 850–1000 N/mm² | L + E | 165 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 160 | 0,050 | 0,054 | 0,072 | 0,090 | 0,104 |
| 1000–1200 N/mm² | L + E | 140 | 0,045 | 0,050 | 0,054 | 0,072 | 0,086 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 210 | 0,059 | 0,072 | 0,855 | 0,104 | 0,117 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 160 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 |
| 1000–1200 N/mm² | L + E | 140 | 0,045 | 0,054 | 0,063 | 0,072 | 0,095 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 160 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 |
| 1000–1200 N/mm² | L + E | 140 | 0,041 | 0,045 | 0,054 | 0,072 | 0,086 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 170 | 0,050 | 0,059 | 0,072 | 0,090 | 0,104 |
| 850–1100 N/mm² | L + E | 160 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 95 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| Federstähle | < 1200 N/mm² | L + E | 95 | 0,036 | 0,041 | 0,045 | 0,630 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 115 | 0,050 | 0,059 | 0,072 | 0,081 | 0,095 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,045 | 0,054 | 0,063 | 0,072 | 0,086 |
| < 850 N/mm² | E | 95 | 0,045 | 0,054 | 0,063 | 0,072 | 0,086 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 80 | 0,045 | 0,054 | 0,063 | 0,072 | 0,086 |
| Sonderlegierungen | < 1200 N/mm² | E | 65 | 0,041 | 0,045 | 0,059 | 0,072 | 0,086 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 65 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| Gusseisen | < 180 HB | - | 145 | 0,068 | 0,081 | 0,099 | 0,117 | 0,126 |
| < 180 HB | - | 115 | 0,054 | 0,059 | 0,072 | 0,090 | 0,117 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 115 | 0,054 | 0,059 | 0,072 | 0,090 | 0,117 |
| > 260 HB | E | 95 | 0,054 | 0,059 | 0,072 | 0,090 | 0,113 | |
Zuletzt angesehen

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, verzinkt blau passiviert (A2K)

HPC-Vollhartmetallbohrer Speeddrill 4.0-Inox, DIN 6537K, kurz 3xD, 4 Führungsfasen, mit Innenkühlung

Rohrschutzkappe GPN 250

Breitschleifband KPF individuell

Flachkopf-Blechschraube Form C mit Innensechsrund ISO 14585, Edelstahl A2, Form C (mit Spitze)

Flachkopfschraube mit Schlitz DIN 85, Polyamid 6.6, natur

Flache Scheibe für Sechskantschrauben und Muttern

Sechskantschraube mit Gewinde bis Kopf und Feingewinde DIN 961, Stahl 8.8, verzinkt Dickschicht passiviert (VZD)

Betonschraube mit Senkkopf W-BS 2/A4 Typ CS

Splint DIN 94 Stahl blank