





Schaftfräser, lang, Dreischneider, zentrumschneidend
Fräser HSCo-PM WN-L Z3 4xD Typ WR
SHFTFRS-L-HSCO-PM-WR-D12,0MM
Art.-Nr. 5443610402
EAN 4062856187515















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2172 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Kupfer, Messing, Aluminium, Kunststoff |
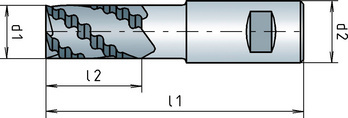
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 1835-B |
Typ | WR |
Schneidstoff | HSCo-PM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 35° |
Länge (l1) | 110 mm |
Schneidenlänge (l2) | 53 mm |
Anzahl Schneiden | 3 STK |
Eckenfase | 0,7 mm |
Toleranz Schneidendurchmesser | js14 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Rostfreie Stähle < 850 N/mm², Kupfer, Messing, Aluminium, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 10 - Ø 25 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 - 23,9 | Ø 24 - 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500-850 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | ||
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700-850 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 23 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 221 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 138 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 147 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, kurzspanend | < 600 N/mm² | - | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Messing, langspanend | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Bronze, kurzspanend | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 650-850 N/mm² | - | 74 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 | |
| Bronze, langspanend | < 850 N/mm² | E | 64 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 850-1200 N/mm² | E | 46 | 0,063 | 0,062 | 0,076 | 0,096 | 0,120 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 25 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 25 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 28 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Automatenstähle | < 850 N/mm² | E | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 9 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 138 | 0,019 | 0,029 | 0,033 | 0,045 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 83 | 0,026 | 0,037 | 0,041 | 0,050 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 64 | 0,019 | 0,029 | 0,033 | 0,045 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, kurzspanend | < 600 N/mm² | - | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Messing, langspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| Bronze, kurzspanend | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| 650-850 N/mm² | - | 28 | 0,026 | 0,037 | 0,041 | 0,050 | |
| Bronze, langspanend | < 850 N/mm² | E | 23 | 0,026 | 0,037 | 0,041 | 0,050 |
| 850-1200 N/mm² | E | 14 | 0,032 | 0,041 | 0,045 | 0,054 | |
Zuletzt angesehen

Sechskantschraube ASME B18.2.1, Stahl Grade 5 verzinkt blau passiviert (A2K)

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Edelstahl A2 21H, blank

Schraube abgeflachter Halbrundkopf mit Bund und Innensechskant ISO 7380-2, Stahl 010.9, blank

Kabelverschraubung Messing metrisch nach EN 60423/EN 62444

Stretch X Gürtel

Schraubendreher Schlitz Schlagkappe mit Sechskantklinge

Sicherheitsschuh S3S Stretch X BOA ESD

Hammerbohrer Plus Duo-S Vario

Holz-Hohlkehlfräser

Schraubendreher TX mit Bohrung