





Shell end mill HSCo DIN 1880 type HR TiAlN
Shell end mill HSCo DIN 1880 Z8-12 type HR TiAlN
SHELLENDMILL-DIN1880-HSCO-HR-TIALN-D63MM
Art.-no. 5443601193
EAN 4055375881347
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3147 |
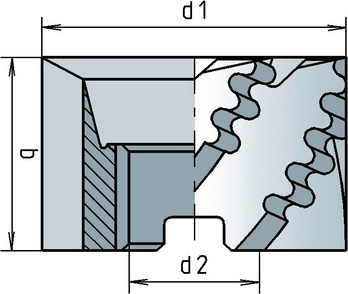
Diameter (d1 (js 16)) | 63 mm |
Height (b (k16)) | 40 mm |
Bore diameter (d2 (H7)) | 27 mm |
Number of cutting edges (Z) | 10 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium |
Standards | DIN 1880 |
Cutting material | HSCo |
Surface | TiAlN |
Twist angle | 30° |
Tool holding device | With crosswise and longitudinal slot DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys |
| Cutting values for roughing contour | ||||
| For dia. 40 to dia. 100 | ||||
| Material designation | Tensile strength | Cooling | vc | fz |
| Dia. 40 to dia. 100 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,120 |
| 500-850 N/mm² | E | 37 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 40 | 0,106 |
| 850-1000 N/mm² | E | 37 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 37 | 0,106 |
| 700-850 N/mm² | E | 32 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 24 | 0,106 |
| 1000-1200 N/mm² | E | 23 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 32 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 27 | 0,106 |
| 1000-1200 N/mm² | E | 24 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 23 | 0,106 |
| 1000-1200 N/mm² | E | 19 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,106 |
| 850-1100 N/mm² | E | 17 | 0,120 | |
| 1100-1400 N/mm² | E | 15 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,120 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 10 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 16 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 13 | 0,106 |
| < 850 N/mm² | E | 10 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 8 | 0,120 |
| Cast iron | < 180 HB | - | 35 | 0,106 |
| > 180 HB | - | 27 | 0,106 | |
| Nodular graphite, malleable iron | > 180 HB | - | 21 | 0,106 |
| > 260 HB | E | 15 | 0,106 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,120 |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Countersunk slotted head screw, Z DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

Axle shaft socket wrench insert CV

Shoe accessories Steitz Z25300 Ergo Cool® insoles

Fleece jacket Job+

Case For angle grinders up to dia. 230

Cylindrical grooved pin with chamfer DIN 1473, A1 stainless steel, plain

Dry drilling set With dust extraction for core drills

Hexagon nut, flat profile with fine thread DIN 936, steel, zinc-plated, blue passivated (A2K)

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 10.9, plain

Hex head screw with thread up to head ISO 4017, A2-70 stainless steel, plain