





Solid carbide ball nose end mill, short, twin blade
End mill SC WN-K Z2 2xD 30° type N TiAlN
CTR-RADI-WN-S-SC-TN-D18,0MM

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7527 |
Material to be processed | Steel, Cast metal, Stainless steel, Aluminium |
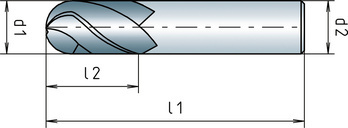
Diameter (d1) | 18 mm |
Shank diameter (d2) | 18 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 84 mm |
Chip flute length (l2) | 28 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Aluminium |
Last viewed

3/8-inch socket wrench insert, metric long

Threaded fitting DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 4.8, blue passivated

Hex head screw with shank ISO 4014, steel 8.8, zinc-plated, blue passivated (A2K)

Half round head safety screw with hexagon socket and pin similar to ISO 7380-1, A2-070 stainless steel, plain

Groove cutter for wood With cutting bit

90° HSCo WN type RN TiAlN NC spotting drill bit

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, plain

Zinc clip-on wheel weight for car steel rims

Low-cut safety shoes S3 Triton

Pin punch