





Solid carbide deburring tool, 60° DIN 6527, HB shank
Milling cutter SC DIN6527 Z4-6 60° type N TiAlN HB
DEBURTL-DIN6527-60DGR-SC-TN-D10MM















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7727 |
Material to be processed | Steel, Cast metal, Stainless steel, Aluminium |
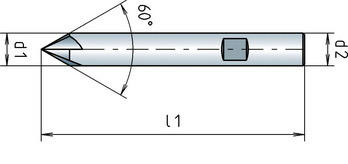
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Standards | DIN 6527 |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | TiAlN |
Length (l1) | 72 mm |
Number of cutting edges (Z) | 4 PCS |
Angle of the tip | 60 Degree |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Aluminium |
| Cutting values |
Last viewed

ISO 15979 Blind rivet assortment, round pan head in system case 4.4.1. Steel, zinc-plated, blue passivated

Stretch X overall

Cable tie KBL 1 made of polyamide with plastic tongue

Laguna S3 safety shoes

Nitrile chemical protective glove with cotton velour finish inside

Solid carbide end mill, short, twin blade

Countersunk screw with hexagon socket, galvanised ISO 10642, steel 10.9, zinc-plated, blue passivated (A2K)

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, A2-070 stainless steel, plain

Centring sleeve set 3 pieces

Cylindrical pin, unhardened with oval points DIN 7, plain steel (9 SMnPb 28 k or St 50 K), unhardened, tolerance class m6