





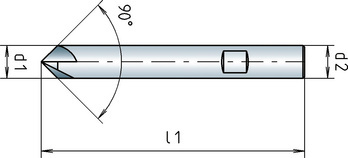
Solid carbide deburring tool, 90° DIN 6527
Milling cutter SC DIN6527 Z4-6 90° type N TiAlN HB
DEBURTL-DIN6527-90DGR-SC-TN-D16MM
Art.-no. 5443301556
EAN 4055375923856















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7757 |
Material to be processed | Steel, Cast metal, Stainless steel, Aluminium |
Diameter (d1) | 16 mm |
Shank diameter (d2) | 16 mm |
Standards | DIN 6527 |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | TiAlN |
Length (l1) | 92 mm |
Number of cutting edges (Z) | 6 PCS |
Angle of the tip | 90 Degree |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Aluminium |
| Cutting values | ||||||||
| For dia. 4-16 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-16 | ||||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | E | 190 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| 500-850 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 | |
| Carbon steels | < 850 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| 850-1000 N/mm² | E | 140 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| 700-850 N/mm² | E | 160 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 | |
| 850-1000 N/mm² | E | 140 | 0,030 | 0,047 | 0,059 | 0,070 | 0,008 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,008 |
| 1000-1200 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| 1000-1200 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Nitriding steels | < 1000 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| 1000-1200 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Tool steels | < 850 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| 850-1100 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| 1100-1300 N/mm² | E | 85 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| High-speed steels | 850-1200 N/mm² | E | 80 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 50 | 0,008 | 0,033 | 0,042 | 0,039 | 0,070 |
| Spring steels | < 1200 N/mm² | E | 85 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 |
| Stainless steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 110 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| < 850 N/mm² | E | 90 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 75 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 |
| Special alloys | < 1200 N/mm² | E | 50 | 0,008 | 0,026 | 0,042 | 0,039 | 0,070 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 150 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 |
| > 180 HB | - | 120 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 | |
| Nodular graphite, malleable iron | > 180 HB | - | 100 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 |
| > 260 HB | E | 90 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 | |
| Graphite | - | - | 150 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 |
| Non-ferrous metals | ||||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 800 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 600 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 400 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 800 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Legend |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Hydraulic crimping tool, WHK 60/22 for half-shell crimping inserts, width 22 mm

Wire cup brush Braided steel with M14 connecting thread

Connector with energy absorber

Countersunk head screw with recessed head H DIN 965, zinc plated 4.8 steel with thick-layer passivation (VZD), PH drive

Hexagonal bolt with half dog point and small hexagon DIN 564, blue passivated zinc plated 8.8 steel (A2K)

Fixanchor W-FA/S

1/4" multi-socket wrench insert bi-hex, multi profile

Thread cutting tool set HSS M3-M12 44 pcs in system case 8.4.1

Hexagon bolt with shank and fine thread DIN 960, steel 10.9, zinc-plated, yellow chromated (A2C)

Forstner bit assortment Longlife & Speed, 5 pieces