





Solid carbide end mill Speedcut aluminium, extra long XXL, optional, three-lipped drill, uneven angle of twist gradient
End mill SC Alu WN-XXL Z3 6xD/2xD W 34-38° HB
CTR-SC-SP-WNXXL-AL-EL-HB-D4,0MM





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7990 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
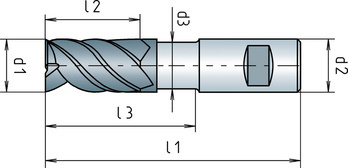
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.8 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 34-38° |
Length (l1) | 65 mm |
Cutting edge length (l2) | 11 mm |
Clearance length (l3) | 26 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.06 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
Last viewed

Spade drill bit for wood

Plastic rivet closed without pin

KPF wide sanding belt, individual

Backing pad For hook-and-loop disc

Cover cap for 3D hinges

Pneumatic adapter for injector shaft With shut-off valve, suitable for Bosch

Bar handle, stainless steel finish for kitchen dimensions

Heavy-duty cylinder saw for construction site professionals with carbide teeth

Airtight-fit cleaning brush 17 mm - 1/4 inch

Separator