





Solid carbide end mill Speedcut, ultra-hard steel 68 HRC, corner radius long, optional
End mill SC Ultra HRC WN 2.5xD/1.5xD TiAlN-S ER HA
ENDMIL-SP-DIN6527L-HS-SC-HA-D4X0,2





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6647 |
Material to be processed | Cast metal, Hard and tough material |
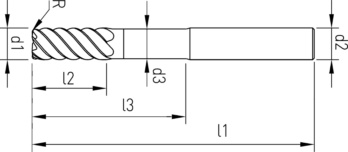
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.9 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 50° |
Corner radius (R) | 0.2 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 6 mm |
Clearance length (l3) | 10 mm |
Number of cutting edges (Z) | 6 PCS |
Tolerance of cutting edge diameter | e8 |
Tolerance of shank diameter | h5 |
Material of sub-group | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Steels > 45 HRC |
Last viewed

Stretch X jacket

Hexagon bolt, with thread to head and fine thread DIN 961, steel 8.8, plain

Slotted raised countersunk head screw DIN 964, brass, plain

Hexagonal bolt with shank ISO 4014, plain A4-80 stainless steel

3/4-inch impact socket wrench insert hexagon, metric, long

Hexagon nut, low profile DIN 985, steel I6I/I8I, zinc-plated, blue passivated (A2K)

1" socket wrench insert metric, bi-hex, short

Sanding disc Useit Superpad vehicle

Countersunk head screw with H cross recess ISO 7046-2, A2-70 stainless steel, plain

Raised countersunk head tapping screw, shape C with AW drive