





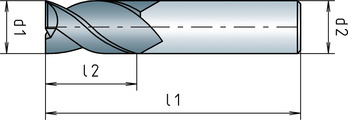
Solid carbide end mill, long, triple blade
End mill SC WN-L Z3 5xD 30° type N
ENDMIL-WN-L-SC-D20
Art.-no. 5443300135
EAN 4055375885871

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6065 |
Material to be processed | Steel, Cast metal, Stainless steel, Aluminium |
Shank style | Cylindrical |
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Length (l1) | 125 mm |
Cutting edge length (l2) | 55 mm |
Standards | CS |
Construction length | Long |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Aluminium |
| Legend |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for roughing circular | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 55 | 0,009 | 0,011 | 0,015 | 0,020 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 55 | 0,010 | 0,013 | 0,017 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,010 | 0,013 | 0,017 | 0,023 |
| 850-1100 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 | |
| 1100-1300 N/mm² | E | 30 | 0,008 | 0,011 | 0,015 | 0,018 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,008 | 0,011 | 0,015 | 0,018 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,008 | 0,011 | 0,015 | 0,018 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,010 | 0,013 | 0,014 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,010 | 0,013 | 0,014 | 0,023 |
| < 850 N/mm² | E | 45 | 0,008 | 0,011 | 0,015 | 0,019 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,008 | 0,011 | 0,015 | 0,019 |
| Cast iron | < 180 HB | - | 70 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 180 HB | - | 60 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 260 HB | E | 45 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,013 | 0,018 | 0,023 | 0,030 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,013 | 0,018 | 0,023 | 0,030 |
| Graphite | - | 70 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Cutting values for roughing circular | |||||||
| For dia. 3-9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,005 | 0,006 | 0,008 | 0,011 |
| 500-850 N/mm² | E | 70 | 0,005 | 0,006 | 0,008 | 0,011 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,005 | 0,006 | 0,008 | 0,011 |
| 850-1000 N/mm² | E | 55 | 0,003 | 0,004 | 0,006 | 0,007 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,005 | 0,006 | 0,008 | 0,001 |
| 700-850 N/mm² | E | 60 | 0,005 | 0,006 | 0,008 | 0,001 | |
| 850-1000 N/mm² | E | 55 | 0,003 | 0,004 | 0,006 | 0,008 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,005 | 0,006 | 0,008 | 0,011 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 |
| 850-1100 N/mm² | E | 40 | 0,003 | 0,003 | 0,005 | 0,007 | |
| 1100-1300 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,007 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,007 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,003 | 0,030 | 0,005 | 0,007 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,003 | 0,004 | 0,006 | 0,008 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,008 |
| < 850 N/mm² | E | 45 | 0,002 | 0,003 | 0,004 | 0,006 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,002 | 0,003 | 0,004 | 0,006 |
| Cast iron | < 180 HB | - | 70 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 180 HB | - | 60 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 260 HB | E | 45 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,004 | 0,005 | 0,008 | 0,010 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,004 | 0,005 | 0,008 | 0,010 |
| Graphite | - | 70 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 3-9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 70 | 0,010 | 0,020 | 0,030 | 0,040 |
| 500-850 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Carbon steels | < 850 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1000 N/mm² | E | 50 | 0,008 | 0,015 | 0,018 | 0,030 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 |
| 700-850 N/mm² | E | 55 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 850-1000 N/mm² | E | 50 | 0,008 | 0,015 | 0,018 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 45 | 0,008 | 0,015 | 0,018 | 0,030 |
| 1000-1200 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 45 | 0,008 | 0,015 | 0,018 | 0,030 |
| 1000-1200 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Nitriding steels | < 1000 N/mm² | E | 45 | 0,008 | 0,015 | 0,018 | 0,030 |
| 1000-1200 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,008 | 0,015 | 0,018 | 0,030 |
| 850-1100 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | 0,020 | |
| 1100-1300 N/mm² | E | 30 | 0,005 | 0,010 | 0,015 | 0,020 | |
| High-speed steels | 850-1200 N/mm² | E | 25 | 0,005 | 0,010 | 0,015 | 0,020 |
| Spring steels | < 1200 N/mm² | E | 30 | 0,005 | 0,010 | 0,015 | 0,020 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 50 | 0,006 | 0,013 | 0,020 | 0,025 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | 0,025 |
| < 850 N/mm² | E | 40 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 30 | 0,005 | 0,010 | 0,015 | 0,020 |
| Cast iron | < 180 HB | - | 70 | 0,008 | 0,015 | 0,020 | 0,030 |
| > 180 HB | - | 55 | 0,008 | 0,015 | 0,020 | 0,030 | |
| Nodular graphite, malleable iron | > 180 HB | - | 50 | 0,008 | 0,015 | 0,020 | 0,030 |
| > 260 HB | E | 40 | 0,008 | 0,015 | 0,020 | 0,030 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 180 | 0,008 | 0,015 | 0,025 | 0,030 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 140 | 0,008 | 0,015 | 0,025 | 0,030 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 105 | 0,008 | 0,015 | 0,025 | 0,030 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 180 | 0,008 | 0,015 | 0,025 | 0,030 |
| Graphite | - | 60 | 0,008 | 0,015 | 0,020 | 0,030 | |
| Cutting values for finishing contour | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 100 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Carbon steels | < 850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 85 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1300 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,050 | 0,060 | 0,070 | 0,080 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 30 | 0,030 | 0,054 | 0,070 | 0,105 |
| Spring steels | < 1200 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| Stainless steels, austenitic | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 50 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,050 | 0,060 | 0,085 | 0,100 |
| Special alloys | < 1200 N/mm² | E | 20 | 0,030 | 0,054 | 0,070 | 0,105 |
| Cast iron | < 180 HB | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 80 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Nodular graphite, malleable iron | > 180 HB | - | 70 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 60 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphite | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Cutting values for finishing contour | |||||||
| For dia. 3-9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 100 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Carbon steels | < 850 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 75 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 85 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 75 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Tool steels | < 850 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 45 | 0,010 | 0,020 | 0,030 | 0,040 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,010 | 0,020 | 0,030 | 0,040 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 30 | 0,008 | 0,006 | 0,025 | 0,032 |
| Spring steels | < 1200 N/mm² | E | 45 | 0,010 | 0,020 | 0,030 | 0,040 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,011 | 0,023 | 0,036 | 0,045 |
| Stainless steels, austenitic | < 700 N/mm² | E | 60 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 50 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,010 | 0,020 | 0,030 | 0,040 |
| Special alloys | < 1200 N/mm² | E | 20 | 0,008 | 0,006 | 0,020 | 0,032 |
| Cast iron | < 180 HB | - | 90 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 80 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Nodular graphite, malleable iron | > 180 HB | - | 70 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 60 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphite | - | 90 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Cutting values for roughing contour | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 60 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1300 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 |
| Wear-resistant constructional steel | 1300 N/mm² | - | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,040 | 0,050 | 0,055 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,040 | 0,050 | 0,055 | 0,090 |
| < 850 N/mm² | E | 45 | 0,032 | 0,045 | 0,060 | 0,075 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,032 | 0,045 | 0,060 | 0,075 |
| Special alloys | < 1200 N/mm² | - | 45 | 0,040 | 0,050 | 0,060 | 0,070 |
| Cast iron | < 180 HB | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 60 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 45 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| 850-1200 N/mm² | E | 95 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Graphite | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Cutting values for roughing contour | |||||||
| For dia. 3-9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 55 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 60 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 55 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 | 0,045 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 30 | 0,006 | 0,013 | 0,020 | 0,025 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,006 | 0,013 | 0,020 | 0,025 |
| Wear-resistant constructional steel | 1300 N/mm² | - | 50 | 0,008 | 0,016 | 0,024 | 0,032 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | 0,025 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,008 | 0,015 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,008 | 0,015 | 0,025 | 0,030 |
| < 850 N/mm² | E | 45 | 0,006 | 0,012 | 0,017 | 0,025 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,006 | 0,012 | 0,017 | 0,025 |
| Special alloys | < 1200 N/mm² | - | 45 | 0,008 | 0,016 | 0,024 | 0,032 |
| Cast iron | < 180 HB | - | 70 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 60 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 45 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 150 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 120 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Graphite | - | 70 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||
| For dia. 10-20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-20 | ||||
| General structural steels | < 500 N/mm² | E | 70 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 60 | 0,050 | 0,060 | 0,080 | |
| Carbon steels | < 850 N/mm² | E | 60 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 50 | 0,035 | 0,040 | 0,060 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 55 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 50 | 0,035 | 0,040 | 0,060 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 45 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,025 | 0,035 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 0,050 | 0,060 | 0,080 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 45 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,025 | 0,035 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | E | 45 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,025 | 0,035 | 0,050 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 35 | 0,025 | 0,035 | 0,050 | |
| 1100-1300 N/mm² | E | 30 | 0,025 | 0,035 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 25 | 0,025 | 0,035 | 0,050 |
| Spring steels | < 1200 N/mm² | E | 30 | 0,025 | 0,035 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 50 | 0,030 | 0,035 | 0,050 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 40 | 0,025 | 0,030 | 0,045 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 30 | 0,025 | 0,030 | 0,045 |
| Cast iron | < 180 HB | - | 70 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 55 | 0,040 | 0,045 | 0,060 | |
| Nodular graphite, malleable iron | > 180 HB | - | 50 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 40 | 0,040 | 0,045 | 0,060 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 180 | 0,040 | 0,050 | 0,065 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 140 | 0,040 | 0,050 | 0,065 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 105 | 0,040 | 0,050 | 0,065 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 180 | 0,040 | 0,050 | 0,065 |
| Graphite | - | 60 | 0,040 | 0,045 | 0,060 | |
Last viewed

Clamping jaws For manual riveting tool

PRO compartment divider set

Professional water hose

Hexagon socket set screw with truncated cone ISO 4026 steel 45H, plain

Synthetic corundum flap wheels

Double open-end wrench, ultra-thin

Steel nail with riveted washer and discontinuous longitudinal corrugation

Silicone acetate bathroom unit

PG sheet metal puncher with splitting punch

Polyamide/cotton coarse-knit glove