





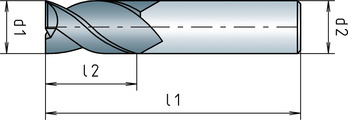
Solid carbide end mill, long, twin blade
End mill SC WN-L Z2 5xD 30° type N
ENDMIL-WN-L-SC-D5
Art.-no. 5443300043
EAN 4055375884966
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6025 |
Material to be processed | Steel, Cast metal, Stainless steel |
Shank style | Cylindrical |
Diameter (d1) | 5 mm |
Shank diameter (d2) | 5 mm |
Length (l1) | 70 mm |
Cutting edge length (l2) | 30 mm |
Standards | CS |
Construction length | Long |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Number of cutting edges (Z) | 2 PCS |
Corner chamfer | 0.06 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 3-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| General structural steels | < 500 N/mm² | E | 100 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 500-850 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| Carbon steels | < 850 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 850-1000 N/mm² | E | 75 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 700-850 N/mm² | E | 85 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| 850-1000 N/mm² | E | 75 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 90 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Tool steels | < 850 N/mm² | E | 70 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 850-1100 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 1100-1300 N/mm² | E | 45 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 30 | 0,008 | 0,006 | 0,025 | 0,032 | 0,030 |
| Spring steels | < 1200 N/mm² | E | 45 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 60 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| Stainless steels, austenitic | < 700 N/mm² | E | 60 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| < 850 N/mm² | E | 50 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Special alloys | < 1200 N/mm² | E | 20 | 0,008 | 0,006 | 0,020 | 0,032 | 0,030 |
| Cast iron | < 180 HB | - | 90 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 180 HB | - | 80 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Nodular graphite, malleable iron | > 180 HB | - | 70 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 260 HB | E | 60 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||
| For dia. 3-7.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | ||||
| General structural steels | < 500 N/mm² | E | 70 | 0,010 | 0,020 | 0,030 |
| 500-850 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 | |
| Carbon steels | < 850 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 |
| 850-1000 N/mm² | E | 50 | 0,008 | 0,015 | 0,018 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 |
| 700-850 N/mm² | E | 55 | 0,010 | 0,020 | 0,030 | |
| 850-1000 N/mm² | E | 50 | 0,008 | 0,015 | 0,018 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 45 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 0,010 | 0,020 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 45 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | |
| Nitriding steels | < 1000 N/mm² | E | 45 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,008 | 0,015 | 0,018 |
| 850-1100 N/mm² | E | 35 | 0,005 | 0,010 | 0,015 | |
| 1100-1300 N/mm² | E | 30 | 0,005 | 0,010 | 0,015 | |
| High-speed steels | 850-1200 N/mm² | E | 25 | 0,005 | 0,010 | 0,015 |
| Spring steels | < 1200 N/mm² | E | 30 | 0,005 | 0,010 | 0,015 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 50 | 0,006 | 0,013 | 0,020 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 |
| < 850 N/mm² | E | 40 | 0,005 | 0,010 | 0,015 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 30 | 0,005 | 0,010 | 0,015 |
| Cast iron | < 180 HB | - | 70 | 0,008 | 0,015 | 0,020 |
| > 180 HB | - | 55 | 0,008 | 0,015 | 0,020 | |
| Nodular graphite, malleable iron | > 180 HB | - | 50 | 0,008 | 0,015 | 0,020 |
| > 260 HB | E | 40 | 0,008 | 0,015 | 0,020 | |
| Graphite | - | 60 | 0,008 | 0,015 | 0,020 | |
| Cutting values for roughing contour | ||||||
| For dia. 8-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,045 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 70 | 0,045 | 0,060 | 0,080 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,045 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 55 | 0,028 | 0,035 | 0,045 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,045 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 60 | 0,045 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 55 | 0,028 | 0,035 | 0,045 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 40 | 0,025 | 0,030 | 0,040 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,045 | 0,060 | 0,080 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 40 | 0,025 | 0,030 | 0,040 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 40 | 0,025 | 0,035 | 0,040 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,028 | 0,035 | 0,045 |
| 850-1100 N/mm² | E | 40 | 0,025 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 30 | 0,025 | 0,030 | 0,040 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,025 | 0,030 | 0,040 |
| Wear-resistant constructional steel | 1300 N/mm² | - | 50 | 0,032 | 0,040 | 0,050 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,025 | 0,030 | 0,040 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,030 | 0,040 | 0,050 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,030 | 0,040 | 0,050 |
| < 850 N/mm² | E | 45 | 0,025 | 0,032 | 0,045 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,025 | 0,032 | 0,045 |
| Special alloys | < 1200 N/mm² | - | 45 | 0,032 | 0,040 | 0,050 |
| Cast iron | < 180 HB | - | 70 | 0,040 | 0,050 | 0,060 |
| > 180 HB | - | 60 | 0,040 | 0,050 | 0,060 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,040 | 0,050 | 0,060 |
| > 260 HB | E | 45 | 0,040 | 0,050 | 0,060 | |
| Graphite | - | 70 | 0,040 | 0,050 | 0,060 | |
| Cutting values for roughing contour | ||||||
| For dia. 3-7.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | ||||
| General structural steels | < 500 N/mm² | E | 80 | 0,011 | 0,023 | 0,033 |
| 500-850 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 | |
| Carbon steels | < 850 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 |
| 850-1000 N/mm² | E | 55 | 0,007 | 0,014 | 0,022 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 |
| 700-850 N/mm² | E | 60 | 0,011 | 0,023 | 0,033 | |
| 850-1000 N/mm² | E | 55 | 0,007 | 0,014 | 0,022 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 70 | 0,011 | 0,023 | 0,033 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | |
| Nitriding steels | < 1000 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,007 | 0,014 | 0,022 |
| 850-1100 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 | |
| 1100-1300 N/mm² | E | 30 | 0,006 | 0,013 | 0,020 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 0,006 | 0,013 | 0,020 |
| Wear-resistant constructional steel | 1300 N/mm² | - | 50 | 0,008 | 0,016 | 0,024 |
| Spring steels | < 1200 N/mm² | E | 40 | 0,006 | 0,013 | 0,020 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 55 | 0,008 | 0,015 | 0,025 |
| Stainless steels, austenitic | < 700 N/mm² | E | 45 | 0,008 | 0,015 | 0,025 |
| < 850 N/mm² | E | 45 | 0,006 | 0,012 | 0,017 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 35 | 0,006 | 0,012 | 0,017 |
| Special alloys | < 1200 N/mm² | - | 45 | 0,008 | 0,016 | 0,024 |
| Cast iron | < 180 HB | - | 70 | 0,010 | 0,020 | 0,030 |
| > 180 HB | - | 60 | 0,010 | 0,020 | 0,030 | |
| Nodular graphite, malleable iron | > 180 HB | - | 55 | 0,010 | 0,020 | 0,030 |
| > 260 HB | E | 45 | 0,010 | 0,020 | 0,030 | |
| Graphite | - | 70 | 0,010 | 0,020 | 0,030 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||
| For dia. 8-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12 | ||||
| General structural steels | < 500 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 |
| 500-850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | |
| Carbon steels | < 850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 |
| 700-850 N/mm² | E | 55 | 0,040 | 0,050 | 0,060 | |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | |
| Nitriding steels | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | |
| Tool steels | < 850 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 |
| 850-1100 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | |
| 1100-1300 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | |
| High-speed steels | 850-1200 N/mm² | E | 25 | 0,020 | 0,025 | 0,035 |
| Spring steels | < 1200 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 50 | 0,025 | 0,030 | 0,035 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 40 | 0,020 | 0,025 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 30 | 0,020 | 0,025 | 0,030 |
| Cast iron | < 180 HB | - | 70 | 0,030 | 0,040 | 0,045 |
| > 180 HB | - | 55 | 0,030 | 0,040 | 0,045 | |
| Nodular graphite, malleable iron | > 180 HB | - | 50 | 0,030 | 0,040 | 0,045 |
| > 260 HB | E | 40 | 0,030 | 0,040 | 0,045 | |
| Graphite | - | 60 | 0,030 | 0,040 | 0,045 | |
Last viewed

Pan head tapping screw, C shape with H recessed head DIN 7981, steel, zinc-plated, blue passivated (A2K), shape C, with tip

End clamp for framed photovoltaic modules

Hexagon bolt with thread up to the head DIN 933, steel 10.9, zinc-plated, blue passivated (A2K)

System box separating element

Metal cleaner

Pneumatic jigsaw DST 380

Vehicle cable FLY

Hexagonal bolt with shank ISO 4014, 10.9 steel with silver zinc-flake coating, Dacromet 500

Tilt safety tensioner without belt

Foam adapter, multi-hole