





Solid carbide full radius cutter Speedcut-Universal, extra long XXL, optional, four-lipped drill, uneven angle of twist gradient
Ball nose end mill SC WN Z4.5xD/1.5xD HA TiAlN-S
FULLRADICTR-SP-WN-UV-EL-SC-TNS-HA-D10,0
Art.-no. 5443300696
EAN 4055375924006






















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7857 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Copper, Brass, Aluminium |
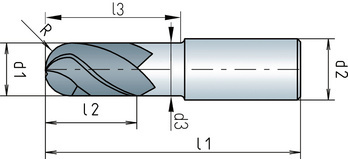
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Clearance diameter (d3) | 9.8 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 35-38° |
Corner radius (R) | 5 mm |
Length (l1) | 99 mm |
Chip flute length (l2) | 15 mm |
Clearance length (l3) | 45 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | f8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for finishing copying | |||||||
| For dia. 3-6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 165 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500-850 N/mm² | L + E | 133 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Carbon steels | < 850 N/mm² | L + E | 133 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 130 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700-850 N/mm² | L + E | 130 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | L + E | 130 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 109 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 165 | 0,020 | 0,026 | 0,035 | 0,040 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 109 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitriding steels | < 1000 N/mm² | L + E | 126 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 109 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Tool steels | < 850 N/mm² | L + E | 133 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850-1100 N/mm² | L + E | 126 | 0,015 | 0,018 | 0,022 | 0,025 | |
| High-speed steels | 850-1200 N/mm² | L + E | 74 | 0,015 | 0,020 | 0,025 | 0,030 |
| Spring steels | < 1200 N/mm² | L + E | 74 | 0,012 | 0,015 | 0,020 | 0,025 |
| Stainless steels | < 700 N/mm² | E | 91 | 0,015 | 0,020 | 0,025 | 0,030 |
| Stainless steels | < 700 N/mm² | E | 84 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 74 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Stainless steels | < 1100 N/mm² | E | 63 | 0,015 | 0,020 | 0,025 | 0,030 |
| Special alloys | < 1200 N/mm² | E | 49 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titanium, titanium alloys | < 850 N/mm² | E | 49 | 0,015 | 0,020 | 0,025 | 0,030 |
| Cast iron | < 180 HB | - | 112 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 91 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Nodular graphite, malleable iron | < 180 HB | - | 91 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 74 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legend | ||
| L = air | ae = 0.03xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for code 7857 (-30 %). | ||
| Cutting values for finishing copying | |||||||
| For dia. 8-16 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||
| General structural steels | < 500 N/mm² | L + E | 165 | 0,050 | 0,065 | 0,080 | 0,095 |
| 500-850 N/mm² | L + E | 133 | 0,050 | 0,060 | 0,075 | 0,090 | |
| Carbon steels | < 850 N/mm² | L + E | 133 | 0,050 | 0,060 | 0,070 | 0,090 |
| 850-1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,065 | 0,080 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 130 | 0,050 | 0,065 | 0,080 | 0,095 |
| 700-850 N/mm² | L + E | 130 | 0,050 | 0,060 | 0,075 | 0,090 | |
| 850-1000 N/mm² | L + E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,060 | 0,080 |
| 1000-1200 N/mm² | L + E | 109 | 0,040 | 0,050 | 0,055 | 0,060 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 165 | 0,050 | 0,065 | 0,080 | 0,950 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 109 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Nitriding steels | < 1000 N/mm² | L + E | 126 | 0,040 | 0,055 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 109 | 0,035 | 0,045 | 0,050 | 0,060 | |
| Tool steels | < 850 N/mm² | L + E | 133 | 0,040 | 0,055 | 0,065 | 0,080 |
| 850-1100 N/mm² | L + E | 126 | 0,035 | 0,050 | 0,060 | 0,070 | |
| High-speed steels | 850-1200 N/mm² | L + E | 74 | 0,040 | 0,050 | 0,060 | 0,070 |
| Spring steels | < 1200 N/mm² | L + E | 74 | 0,030 | 0,040 | 0,045 | 0,050 |
| Stainless steels | < 700 N/mm² | E | 91 | 0,040 | 0,055 | 0,065 | 0,080 |
| Stainless steels | < 700 N/mm² | E | 84 | 0,040 | 0,050 | 0,060 | 0,070 |
| < 850 N/mm² | E | 74 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Stainless steels | < 1100 N/mm² | E | 63 | 0,040 | 0,050 | 0,060 | 0,070 |
| Special alloys | < 1200 N/mm² | E | 49 | 0,035 | 0,045 | 0,050 | 0,065 |
| Titanium, titanium alloys | < 850 N/mm² | E | 49 | 0,040 | 0,050 | 0,060 | 0,070 |
| Cast iron | < 180 HB | - | 112 | 0,050 | 0,075 | 0,090 | 0,110 |
| < 180 HB | - | 91 | 0,040 | 0,060 | 0,065 | 0,080 | |
| Nodular graphite, malleable iron | < 180 HB | - | 91 | 0,040 | 0,060 | 0,065 | 0,080 |
| > 260 HB | E | 74 | 0,040 | 0,060 | 0,065 | 0,080 | |
Last viewed

Cetus trousers

GEFU® thread-rolling screw with Taptite 2000® thread, flat head and cross recess

Cutting pliers for plastic pipes up to dia. > 22 mm

Countersunk screw with hexagon socket head ISO 10642, steel 10.9, plain

Cylindrical pin, unhardened DIN 7, A4 stainless steel, plain

Hexagon Socket Head Cap Screw with low Head DIN 7984, A2-070 stainless steel, plain

Countersunk screw with hexagon socket, galvanised ISO 10642, steel 10.9, zinc-plated, blue passivated (A2K)

Hammer drill bit Plus Duo-S Vario

Wing repair washer according to DIN 522, zinc-plated steel, blue passivated (A2K)

1/2 inch socket wrench insert metric, hexagon, short