





Solid carbide full radius cutter Speedcut aluminium, long, optional, twin blade, uneven angle of twist gradient
End mill SC Alu WN-L Z2 3xD/1.5xD W HA
FULLRADICTR-SP-WN-AL-L-SC-TN-HA-D12,0MM
Art.-no. 5443314807
EAN 4062856167401





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7240 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
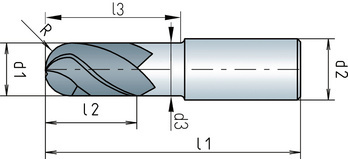
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Clearance diameter (d3) | 11.8 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 83 mm |
Chip flute length (l2) | 18 mm |
Clearance length (l3) | 36 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| L = air | ae = 0.05xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | |||||||
| For dia. 3-6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Cutting values for finishing copy | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,084 | 0,120 | 0,144 | 0,180 | 0,228 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Cutting values for finishing copy | |||||||
| For dia. 3-6 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Key | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for codes 7090 and 7260 (-30 %). | ||
| Cutting values for roughing copy | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,070 | 0,100 | 0,120 | 0,150 | 0,190 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
Last viewed

Clamping flange

High-visibility fleece jacket SINGLE COLOUR
Handle

Universal safety sliding tips

ORSY BULL case latch box system

Slotted flat-head screw DIN 85, steel 4.8, zinc-plated, blue passivated (A2K)

Platform for aluminium multi-purpose ladders

Compressed-air push-in connector, straight with cylindrical male thread

Ring wedge

Countersunk washer/washer A1 stainless steel