





Solid carbide quarter-round profile cutter
Quarter circle profile cutter SC WN Z4 type N HA
QURTCRCLCTR-WN-SC-D32,0X10,0MM













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6415 |
Material to be processed | Steel, Cast metal, Stainless steel, Aluminium |
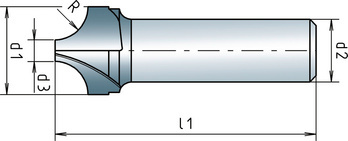
Corner radius (R) | 10 mm |
Diameter (d1) | 32 mm |
Shank diameter (d2) | 20 mm |
Clearance diameter (d3) | 12 mm |
Standards | CS |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Length (l1) | 85 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Aluminium |
| Cutting values |
Last viewed

Tap extension in accordance with DIN 3523

Slotted raised countersunk head screw DIN 964, brass, nickel-plated (E2J)

Solid carbide full radius cutter Speedcut aluminium, extra long XXL, optional, twin blade, uneven angle of twist gradient

Timing tool set 29 pieces, for FCA Group/Ford/PSA Group/Volvo 1.4-1.5-1.6-1.9-2.0-2.2-2.5, diesel

Hexagon socket set screw with truncated cone ISO 4026 steel 45H, zinc-plated blue passivated (A2K)

AT 48 RD automatic door seal

Job+ T-shirt

Softex cleaning cloth

Twist drill bit HSS DIN 1897 type RN

Façade construction screw Faba® type BZ with hexagon head and sealing washer