





Solid carbide radius cutter, short, triple blade
End mill SC WN-K Z3 2xD 30° type N TiAlN
CTR-RADI-WN-S-SC-TN-D2,5MM
Art.-no. 5443301314
EAN 4055375922163


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7557 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Aluminium |
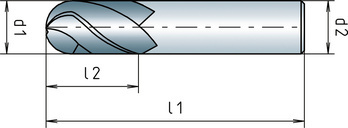
Diameter (d1) | 2.5 mm |
Shank diameter (d2) | 2.5 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical |
Cutting material | SC |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 38 mm |
Chip flute length (l2) | 8 mm |
Number of cutting edges (Z) | 3 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| General structural steels | < 500 N/mm² | E | 160 | 0,037 | 0,051 | 0,068 |
| 500-850 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 | |
| Carbon steels | < 850 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| 850-1000 N/mm² | E | 120 | 0,025 | 0,032 | 0,039 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| 700-850 N/mm² | E | 130 | 0,037 | 0,051 | 0,068 | |
| 850-1000 N/mm² | E | 120 | 0,025 | 0,032 | 0,039 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 110 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 140 | 0,037 | 0,051 | 0,068 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Nitriding steels | < 1000 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 1000-1200 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| Tool steels | < 850 N/mm² | E | 100 | 0,025 | 0,032 | 0,039 |
| 850-1100 N/mm² | E | 80 | 0,023 | 0,028 | 0,034 | |
| 1100-1300 N/mm² | E | 70 | 0,023 | 0,028 | 0,034 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,023 | 0,028 | 0,034 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 60 | 0,028 | 0,034 | 0,045 |
| Spring steels | < 1200 N/mm² | E | 70 | 0,019 | 0,028 | 0,036 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 100 | 0,019 | 0,028 | 0,036 |
| Stainless steels, austenitic | < 700 N/mm² | E | 90 | 0,027 | 0,036 | 0,045 |
| < 850 N/mm² | - | 80 | 0,034 | 0,045 | 0,056 | |
| Stainless steels, martensitic | < 1100 N/mm² | - | 70 | 0,034 | 0,045 | 0,056 |
| Special alloys | < 1200 N/mm² | - | 50 | 0,034 | 0,045 | 0,056 |
| Cast iron | < 180 HB | E | 150 | 0,034 | 0,045 | 0,056 |
| > 180 HB | E | 120 | 0,027 | 0,036 | 0,045 | |
| Nodular graphite, malleable iron | > 180 HB | E | 100 | 0,034 | 0,045 | 0,056 |
| > 260 HB | E | 90 | 0,034 | 0,045 | 0,056 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 60 | 0,034 | 0,045 | 0,056 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 350 | 0,034 | 0,045 | 0,056 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 250 | 0,034 | 0,045 | 0,056 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 400 | 0,034 | 0,045 | 0,056 |
| Graphite | - | 150 | 0,034 | 0,045 | 0,056 | |
| Cutting values for roughing copy | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| General structural steels | < 500 N/mm² | E | 160 | 0,006 | 0,013 | 0,025 |
| 500-850 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Carbon steels | < 850 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | 0,016 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| 700-850 N/mm² | E | 130 | 0,006 | 0,013 | 0,025 | |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | 0,016 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 110 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Nitriding steels | < 1000 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| Tool steels | < 850 N/mm² | E | 100 | 0,004 | 0,008 | 0,016 |
| 850-1100 N/mm² | E | 80 | 0,003 | 0,007 | 0,014 | |
| 1100-1300 N/mm² | E | 70 | 0,003 | 0,007 | 0,014 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,003 | 0,007 | 0,014 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 60 | 0,004 | 0,008 | 0,017 |
| Spring steels | < 1200 N/mm² | E | 70 | 0,003 | 0,007 | 0,013 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 100 | 0,003 | 0,007 | 0,013 |
| Stainless steels, austenitic | < 700 N/mm² | E | 90 | 0,005 | 0,009 | 0,018 |
| < 850 N/mm² | - | 80 | 0,006 | 0,011 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | - | 70 | 0,006 | 0,011 | 0,023 |
| Special alloys | < 1200 N/mm² | - | 50 | 0,006 | 0,011 | 0,023 |
| Cast iron | < 180 HB | E | 150 | 0,006 | 0,011 | 0,023 |
| > 180 HB | E | 120 | 0,005 | 0,009 | 0,018 | |
| Nodular graphite, malleable iron | > 180 HB | E | 100 | 0,006 | 0,011 | 0,023 |
| > 260 HB | E | 90 | 0,006 | 0,011 | 0,023 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 350 | 0,006 | 0,011 | 0,023 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 250 | 0,006 | 0,011 | 0,023 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 400 | 0,006 | 0,011 | 0,023 |
| Graphite | - | 150 | 0,006 | 0,011 | 0,023 | |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing copying | ||||||
| For dia. 6-12 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-12 | ||||
| General structural steels | < 500 N/mm² | E | 190 | 0,061 | 0,071 | 0,081 |
| 500-850 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 | |
| Carbon steels | < 850 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| 850-1000 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| 700-850 N/mm² | E | 160 | 0,061 | 0,071 | 0,081 | |
| 850-1000 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 170 | 0,061 | 0,071 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Nitriding steels | < 1000 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 1000-1200 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| Tool steels | < 850 N/mm² | E | 120 | 0,041 | 0,051 | 0,061 |
| 850-1100 N/mm² | E | 95 | 0,034 | 0,045 | 0,056 | |
| 1100-1300 N/mm² | E | 85 | 0,034 | 0,045 | 0,056 | |
| High-speed steels | 850-1200 N/mm² | E | 80 | 0,034 | 0,045 | 0,056 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 50 | 0,028 | 0,036 | 0,034 |
| Spring steels | < 1200 N/mm² | E | 85 | 0,034 | 0,045 | 0,056 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 110 | 0,041 | 0,051 | 0,061 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,041 | 0,051 | 0,061 |
| < 850 N/mm² | E | 90 | 0,034 | 0,045 | 0,056 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 75 | 0,034 | 0,045 | 0,056 |
| Special alloys | < 1200 N/mm² | E | 50 | 0,023 | 0,036 | 0,034 |
| Cast iron | < 180 HB | - | 150 | 0,030 | 0,061 | 0,081 |
| > 180 HB | - | 120 | 0,030 | 0,061 | 0,081 | |
| Nodular graphite, malleable iron | > 180 HB | - | 100 | 0,030 | 0,061 | 0,081 |
| > 260 HB | E | 90 | 0,030 | 0,061 | 0,081 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,023 | 0,036 | 0,034 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 800 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 600 | 0,035 | 0,053 | 0,071 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 400 | 0,035 | 0,053 | 0,071 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 800 | 0,035 | 0,053 | 0,071 |
| Graphite | - | - | 150 | 0,030 | 0,061 | 0,081 |
| Cutting values for finishing copying | ||||||
| For dia. 1-5.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 1-1.9 | Dia. 2-3.9 | Dia. 4-5.9 | ||||
| General structural steels | < 500 N/mm² | E | 190 | 0,009 | 0,018 | 0,035 |
| 500-850 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 | |
| Carbon steels | < 850 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| 700-850 N/mm² | E | 160 | 0,009 | 0,018 | 0,035 | |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | 0,025 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 170 | 0,009 | 0,018 | 0,035 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Nitriding steels | < 1000 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| Tool steels | < 850 N/mm² | E | 120 | 0,006 | 0,013 | 0,025 |
| 850-1100 N/mm² | E | 95 | 0,006 | 0,011 | 0,023 | |
| 1100-1300 N/mm² | E | 85 | 0,006 | 0,011 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 |
| Wear-resistant constructional steel | 1300 N/mm² | E | 50 | 0,005 | 0,009 | 0,007 |
| Spring steels | < 1200 N/mm² | E | 85 | 0,006 | 0,011 | 0,023 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 110 | 0,006 | 0,013 | 0,025 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,006 | 0,013 | 0,025 |
| < 850 N/mm² | E | 90 | 0,006 | 0,011 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 |
| Special alloys | < 1200 N/mm² | E | 50 | 0,005 | 0,009 | 0,007 |
| Cast iron | < 180 HB | - | 150 | 0,008 | 0,015 | 0,023 |
| > 180 HB | - | 120 | 0,008 | 0,015 | 0,023 | |
| Nodular graphite, malleable iron | > 180 HB | - | 100 | 0,008 | 0,015 | 0,023 |
| > 260 HB | E | 90 | 0,008 | 0,015 | 0,023 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,005 | 0,009 | 0,007 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 800 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 600 | 0,007 | 0,013 | 0,026 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 400 | 0,007 | 0,013 | 0,026 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 800 | 0,007 | 0,013 | 0,026 |
| Graphite | - | - | 150 | 0,008 | 0,015 | 0,023 |
Last viewed

Plastic end cap, square for square pipes

Wing repair washer according to DIN 522, zinc-plated steel, blue passivated (A2K)

ORSY®BULL series 5 workshop trolley

Adjusting ring DIN 705, shape A and DIN 553 set screw, zinc-plated steel, blue passivated

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

Universal protector GPN 600

HPC solid carbide drill Speeddrill 4.0-Inox, DIN 6537L, long 5xD, 4 drill heels, with internal cooling
Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

Hexagon nut DIN 934, steel I6I/I8I, zinc-plated, blue passivated (A2K)

Specially fused alumina sanding tip, pink