





Spiralbohrer VHM, lang DIN 338
Spiralbohrer VHM DIN338 5xD Typ N
BO-SPRL-MET-DIN338N-VHM-D14,5MM
Art.-Nr. 5443000332
EAN 4055375890066

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
≥ Ø 3,0 mm - 6 Flächenanschliff
Datenblätter(X)

 | |
Produktcode | 6156 |
Zu bearbeitender Werkstoff | Stahl, Titan, Kupfer, Messing, Aluminium |
Normen | DIN 338 |
Ausführung | Lang |
Oberfläche | Blank |
Bohrtiefe max. (D) | 5xD |
Schneidstoff | VHM |
Typ | N |
Spitzenwinkel | 118 Grad |
Anzahl Schneiden | 2 STK |
Kühlmittelzufuhr | Extern |
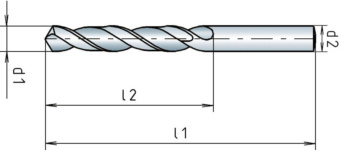
Durchmesser (d1) | 14,5 mm |
Schaftform | Zylindrisch |
Länge (l1) | 169 mm |
Spannutlänge (l2) | 114 mm |
Toleranz Schneidendurchmesser | h7 |
Schaftdurchmesser (d2) | 14,5 mm |
Ausführung Bohrer | 6-Flächenanschliff |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 1 - 5,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 1 - 1,9 | Ø 2 - 2,9 | Ø 3 - 5,9 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 500-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 850-1000 N/mm² | E | 55 | 65 | 0,040 | 0,054 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 700-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,030 | 0,045 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 850-1100 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| < 850 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,030 | 0,045 | 0,072 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 |
| > 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 |
| > 260 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| 650-850 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 |
| 850-1200 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 | |
| Graphit | T | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Legende | |
| E = Emulsion | |
| T = Trocken | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 6 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 6 - 8,9 | Ø 9 - 11,9 | Ø 12 - 16 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 500-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 850-1000 N/mm² | E | 55 | 65 | 0,126 | 0,153 | 0,207 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 700-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,108 | 0,135 | 0,180 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 850-1100 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| < 850 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,099 | 0,126 | 0,162 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 |
| > 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 |
| > 260 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| 650-850 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 |
| 850-1200 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 | |
| Graphit | T | 70 | 100 | 0,117 | 0,144 | 0,189 | |
Zuletzt angesehen

Haftvermittler Contact Clean

Neutralsilikon Perfekt

Antibakterieller Klimareiniger Quick Fresh Active Plus

Einschlagmutter

Einzelleitungsdichtung (Seal) für unisolierte Kabelverbinder

Spiralbohrer HSCo DIN 338 Typ RN MFD VARIO

Sechskantschraube mit Gewinde bis Kopf DIN 933, Edelstahl A2, blank

Schildhalter gekröpft

Schnellschleifpolitur P10 Plus

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)