





Spiralbohrer VHM, lang DIN 338
Spiralbohrer VHM DIN338 5xD Typ N
BO-SPRL-MET-DIN338N-VHM-D5,9MM

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
≥ Ø 3,0 mm - 6 Flächenanschliff
Datenblätter(X)

 | |
Produktcode | 6156 |
Zu bearbeitender Werkstoff | Stahl, Titan, Kupfer, Messing, Aluminium |
Normen | DIN 338 |
Ausführung | Lang |
Oberfläche | Blank |
Bohrtiefe max. (D) | 5xD |
Schneidstoff | VHM |
Typ | N |
Spitzenwinkel | 118 Grad |
Anzahl Schneiden | 2 STK |
Kühlmittelzufuhr | Extern |
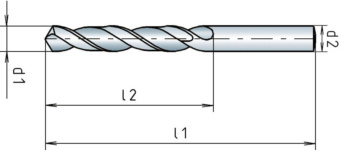
Durchmesser (d1) | 5,9 mm |
Schaftform | Zylindrisch |
Länge (l1) | 93 mm |
Spannutlänge (l2) | 57 mm |
Toleranz Schneidendurchmesser | h7 |
Schaftdurchmesser (d2) | 5,9 mm |
Ausführung Bohrer | 6-Flächenanschliff |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 1 - 5,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 1 - 1,9 | Ø 2 - 2,9 | Ø 3 - 5,9 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 500-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 850-1000 N/mm² | E | 55 | 65 | 0,040 | 0,054 | 0,090 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 700-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,030 | 0,045 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 850-1100 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| < 850 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,030 | 0,045 | 0,072 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 |
| > 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 |
| > 260 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| 650-850 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 |
| 850-1200 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 | |
| Graphit | T | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Legende | |
| E = Emulsion | |
| T = Trocken | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Schnittwerte für VHM-Bohrer unbeschichtet | |||||||
| Für Ø 6 - 16 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | |||
| von | bis | Ø 6 - 8,9 | Ø 9 - 11,9 | Ø 12 - 16 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 500-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 850-1000 N/mm² | E | 55 | 65 | 0,126 | 0,153 | 0,207 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 700-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,108 | 0,135 | 0,180 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 850-1100 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| < 850 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,099 | 0,126 | 0,162 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 |
| > 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 |
| > 260 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| 650-850 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 |
| 850-1200 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 | |
| Graphit | T | 70 | 100 | 0,117 | 0,144 | 0,189 | |
Zuletzt angesehen

Versenker mit Tiefenanschlag

Spiralspannstift, Regelausführung ISO 8750 Stahl blank

Senkschraube mit Innensechskant ISO 10642, Stahl 08.8 verzinkt, blau passiviert (A2K)

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8U, feuerverzinkt (TZN)

Klett Stützteller

Sechskantschraube mit Schaft ISO 4014, Edelstahl A4-50 und A4-70, blank

Sperrkantscheibe Form S Edelstah A4, blank

Lecksuchtechnik Stickstoff-Druckminderer
Sechskantschraube mit Schaft ISO 4014, Edelstahl A2-50 und A2-70, blank

Linsen-Blechschraube Form F mit Kreuzschlitz H DIN 7981, Edelstahl A2 blank, Linsenkopf, PH-Antrieb, Form F