





Tooth-form cutter HSS pressure angle 20°
Gear cutter HSS BPII DIN 3972 Z12 20°
CTR-TO-EW20G-M3/7
Art.-no. 5443601377
EAN 4055375882788











Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3353 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standards | DIN 3972 BPII |
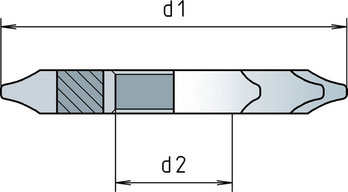
Diameter (d1 (js16)) | 70 mm |
Bore diameter (d2 (H7)) | 27 mm |
Number of cutting edges (Z) | 12 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for finishing contour | ||||||
| For dia. 40 to dia. 70 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 40 | Dia. 50 | Dia. 63-70 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,033 | 0,035 | 0,042 |
| 500-850 N/mm² | E | 25 | 0,029 | 0,031 | 0,037 | |
| Carbon steels | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| < 850 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Cast iron | < 180 HB | - | 25 | 0,024 | 0,025 | 0,030 |
| > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 |
| > 260 HB | E | 17 | 0,024 | 0,025 | 0,030 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Tensioning washer For screw connections DIN 6796, spring steel C60, mechanically applied zinc coating

Screw with flattened half round head with collar and hexagon socket ISO 7380-2, A2-070 stainless steel, plain

Vehicle dry abrasive paper strip RED PERFECT®

Hexagon nut with flange EN 1661, steel 10, zinc-plated, blue passivated (A2K)

Flat washer without chamfer ISO 7089 steel 300 HV, zinc-nickel silver (ZNSH)

SDS stop drill bit for W-SD hammer-in anchor

WDM 9-24 laser distance meter

1/2" socket wrench insert for TX screws, short

Hexagon nut with clamping piece (non-metal insert) ISO 7040, 10 steel with silver zinc-flake coating (ZFSHL)

Washer with large outside diameter DIN 9021, A4 stainless steel, plain