





VHM-Entgrater, 60° DIN 6527, HB-Schaft
Fräser VHM DIN 6527 Z4-6 60° Typ N TiAlN HB
ENTGRAT-DIN6527-60GRD-VHM-TN-D4MM
Art.-Nr. 5443301531
EAN 4055375923504















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7727 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
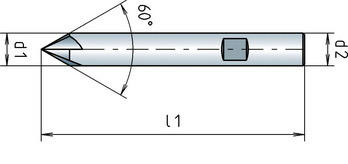
Durchmesser (d1) | 4 mm |
Schaftdurchmesser (d2) | 4 mm |
Normen | DIN 6527 |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Länge (l1) | 54 mm |
Anzahl Schneiden (Z) | 4 STK |
Spitzenwinkel | 60 Grad |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Schnittwerte | ||||||||
| Für Ø 4 - 16 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 - 16 | ||||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| 500-850 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| 850-1000 N/mm² | E | 140 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| 700-850 N/mm² | E | 160 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 | |
| 850-1000 N/mm² | E | 140 | 0,030 | 0,047 | 0,059 | 0,070 | 0,008 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,008 |
| 1000-1200 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,042 | 0,070 | 0,082 | 0,094 | 0,104 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| 1000-1200 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| 1000-1200 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| 850-1100 N/mm² | E | 95 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| 1100-1300 N/mm² | E | 85 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,033 | 0,042 | 0,039 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 |
| Edelstähle | ||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,030 | 0,047 | 0,059 | 0,070 | 0,082 |
| < 850 N/mm² | E | 90 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,026 | 0,039 | 0,052 | 0,065 | 0,078 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,008 | 0,026 | 0,042 | 0,039 | 0,070 |
| Güsse | ||||||||
| Gusseisen | < 180 HB | - | 150 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 |
| > 180 HB | - | 120 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 |
| > 260 HB | E | 90 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 | |
| Graphit | - | - | 150 | 0,026 | 0,035 | 0,070 | 0,094 | 0,116 |
| NE-Metalle | ||||||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 800 | 0,031 | 0,040 | 0,061 | 0,082 | 0,103 |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Kernbohrer HSS

Neon Warnschutz Parka 3-in-1 Klasse 3

Winkelgelenk Form C DIN 71802, Form C, Stahl verzinkt - blau passiviert (A2K)

Bit Kreuzschlitz PH C 6,3 (1/4 Zoll)

Senkniet DIN 661 Stahl blank

Flachrundschraube mit Vierkantansatz und Mutter DIN 603, mit Mutter, Stahl FK4.8, verzinkt blau passiviert

Sechskantschraube mit Zapfen und kleinem Sechskant DIN 561, Stahl 8.8 verzinkt blau passiviert (A2K)

Spiralbohrer HSS DIN 338 Typ RW

Fächerscheibe außengezahnt Form A DIN 6798, Edelstahl A4. Außengezahnt.

Flachrundschraube mit Vierkantansatz DIN 603, Stahl FK8.8, Zink-Lamelle silber (ZFSHL)