





VHM-Mini Radiusfräser, lang, Vierschneider, mit verstärktem Schaft
Mini Fräser VHM WN-L Z4 4xD 30° Typ N TiAlN HA
FRS-RADI-MINI-WN-VHM-TN-D3,0MM
Art.-Nr. 5443301435
EAN 4055375892534

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6387 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff, Aluminium |
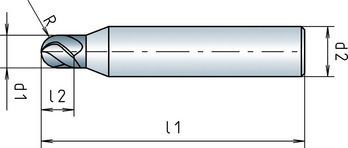
Durchmesser (d1) | 3 mm |
Schaftdurchmesser (d2) | 3 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Eckenradius (R) | 1,5 mm |
Länge (l1) | 38 mm |
Spannutlänge (l2) | 12 mm |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
| Schnittwerte für Schlichten Kopieren | |||||
| Für Ø 1 - 3 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,009 | 0,018 |
| 500-850 N/mm² | E | 170 | 0,009 | 0,018 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,009 | 0,018 |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,009 | 0,018 |
| 700-850 N/mm² | E | 160 | 0,009 | 0,018 | |
| 850-1000 N/mm² | E | 140 | 0,006 | 0,013 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,009 | 0,018 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,006 | 0,013 |
| 1000-1200 N/mm² | E | 95 | 0,006 | 0,011 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,006 | 0,013 |
| 850-1100 N/mm² | E | 95 | 0,006 | 0,011 | |
| 1100-1400 N/mm² | E | 85 | 0,006 | 0,011 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,006 | 0,011 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,006 | 0,011 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,005 | 0,009 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,006 | 0,011 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,006 | 0,013 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,006 | 0,013 |
| < 850 N/mm² | E | 90 | 0,006 | 0,011 | |
| Gusseisen | < 180 HB | - | 150 | 0,008 | 0,015 |
| > 180 HB | - | 120 | 0,008 | 0,015 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,008 | 0,015 |
| > 260 HB | E | 90 | 0,008 | 0,015 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,007 | 0,013 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,007 | 0,013 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,007 | 0,013 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 800 | 0,007 | 0,013 |
| Graphit | - | - | 150 | 0,008 | 0,015 |
| Legende | ||
| E = Emulsion | ae = 0,05xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,05xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kopieren | |||||
| Für Ø 1 - 3 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 160 | 0,006 | 0,013 |
| 500-850 N/mm² | E | 140 | 0,006 | 0,013 | |
| Automatenstähle | < 850 N/mm² | E | 140 | 0,006 | 0,013 |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 140 | 0,006 | 0,013 |
| 700-850 N/mm² | E | 130 | 0,006 | 0,013 | |
| 850-1000 N/mm² | E | 120 | 0,004 | 0,008 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 110 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 140 | 0,006 | 0,013 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 100 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | |
| Nitrierstähle | < 1000 N/mm² | E | 100 | 0,004 | 0,008 |
| 1000-1200 N/mm² | E | 80 | 0,003 | 0,007 | |
| Werkzeugstähle | < 850 N/mm² | E | 100 | 0,004 | 0,008 |
| 850-1100 N/mm² | E | 80 | 0,003 | 0,007 | |
| 1100-1400 N/mm² | E | 70 | 0,003 | 0,007 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,007 |
| Gehärtete Stähle | 48 - 55 HRC | E | 60 | 0,005 | 0,009 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 60 | 0,004 | 0,008 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,007 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 100 | 0,003 | 0,007 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 90 | 0,005 | 0,009 |
| < 850 N/mm² | - | 80 | 0,006 | 0,011 | |
| Gusseisen | < 180 HB | E | 150 | 0,006 | 0,011 |
| > 180 HB | E | 120 | 0,005 | 0,009 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 100 | 0,006 | 0,011 |
| > 260 HB | E | 90 | 0,006 | 0,011 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,006 | 0,011 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 350 | 0,006 | 0,011 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | - | 250 | 0,006 | 0,011 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | - | 400 | 0,006 | 0,011 |
| Graphit | - | 150 | 0,006 | 0,011 | |
| Legende | ||
| E = Emulsion | ae = 0,03xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 0,03xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Senkschraube mit Schlitz DIN 963, Edelstahl A4, blank

Sechskantschraube mit Schaft und Feingewinde DIN 960, Stahl 10.9, verzinkt gelb chromatiert (A2C)

Aderendhülse mit Kunststoffhülse

Reduzierstutzen

Sicherungsring für Bohrung Regelausführung Form J DIN 472 für Bohrungen, Federstahl, phosphatiert und geölt

Breitschleifband

Hammerbohrer Max Quadro-S

Bit-Box 11-teilig

1/2 Zoll Multisteckschlüssel einer für alles

Korbspulenadapter K 300