





VHM-Radiusfräser, kurz, Zweischneider
Fräser VHM Alu WN-K Z2 2xD 30° Typ W
FRS-RADI-WN-AL-VHM-W-D3,0MM












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6925 |
Zu bearbeitender Werkstoff | Aluminium, Kupfer, Messing, Kunststoff |
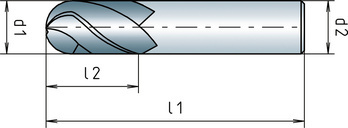
Durchmesser (d1) | 3 mm |
Schaftdurchmesser (d2) | 3 mm |
Normen | WN |
Baulänge | Kurz |
Schaftform | Zylindrisch |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Länge (l1) | 38 mm |
Spannutlänge (l2) | 12 mm |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Aluminium, Kupfer, Messing, Kunststoffe |
Zuletzt angesehen

VHM-Vollradiusfräser Speedcut-Aluminium, extra lang XXL, freigestellt, Zweischneider, ungleiche Drallsteigung

Gewindestift mit Schlitz und Spitze DIN 553 Edelstahl A1, blank

Langlochfräser HSCo8, kurz, Dreischneider, zentrumschneidend

Sechskantschraube DIN EN 14399-4 Stahl 10.9, feuerverzinkt (TZN) für HV Garnitur

Ankerstange W-VD-A/S

Sechskantschraube mit Schaft SB-GARNITUR DIN EN 15048-1 DIN 7990, Stahl 4.6 feuerverzinkt (TZN)

Flache Scheibe für Sechskantschrauben und Muttern

Linsenschraube mit Kreuzschlitz H DIN 7985, Stahl 4.8, blank

Linsensenkschraube mit Kreuzschlitz H DIN 966, Edelstahl A4, blank

Berufsschuh Ultra X OBE