





VHM-Schaftfräser, DIN 6527L, lang, Vierschneider, mit verstärktem Schaft
Schaftfräser VHM DIN6527L Z4 2xD 30° TypN TiAlN HB
SHFTFRS-DIN6527L-VHM-TN-D2
Art.-Nr. 5443300321
EAN 4055375922989

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7677 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff, Aluminium |
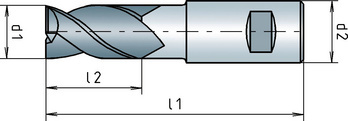
Schaftform | Zylindrisch DIN 6535-HB |
Durchmesser (d1) | 2 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 50 mm |
Schneidenlänge (l2) | 7 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,04 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 160 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1400 N/mm² | E | 85 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,050 | 0,060 | 0,070 | 0,080 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,050 | 0,060 | 0,070 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,030 | 0,054 | 0,070 | 0,105 |
| 1800 N/mm² | E | 50 | 0,030 | 0,054 | 0,070 | 0,105 | |
| Federstähle | < 1200 N/mm² | E | 85 | 0,050 | 0,060 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,085 | 0,115 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 90 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Gusseisen | < 180 HB | - | 150 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 120 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphit | - | 150 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 2 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 160 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1400 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,010 | 0,020 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,008 | 0,006 | 0,025 | 0,032 |
| 1800 N/mm² | E | 50 | 0,008 | 0,006 | 0,020 | 0,032 | |
| Federstähle | < 1200 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 90 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Gusseisen | < 180 HB | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 120 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 90 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphit | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 110 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1400 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| 1800 N/mm² | E | 45 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,040 | 0,050 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,040 | 0,050 | 0,055 | 0,090 |
| Gusseisen | < 180 HB | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 100 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 80 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 220 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Graphit | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 2 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 110 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1400 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,008 | 0,016 | 0,024 | 0,032 |
| 1800 N/mm² | E | 45 | 0,008 | 0,016 | 0,024 | 0,032 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,008 | 0,015 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,008 | 0,015 | 0,025 | 0,030 |
| Gusseisen | < 180 HB | - | 130 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 100 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 220 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 | 0,040 |
| Graphit | - | 130 | 0,010 | 0,020 | 0,030 | 0,040 | |
Zuletzt angesehen

Ringmutter DIN 582, Edelstahl A2

Gipserspachtel

System-Einlage 8.4.1 Schraubendreher und Winkelschlüssel

Zink-Sicherheitssteckgewicht BMW und Volkswagen-Gruppe

Schraube abgeflachter Halbrundkopf und Innensechskant ISO 7380-1, Stahl FK010.9, Zink-Lamelle silber (ZFSHL)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, blank
Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, blank

Universalthermometer

Universalschutz GPN 610

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Stahl 45H, blank