





VHM-Schaftfräser, DIN 6527L, lang, Vierschneider, mit verstärktem Schaft
Schaftfräser VHM DIN6527L Z4 2xD 30° TypN TiAlN HB
SHFTFRS-DIN6527L-VHM-TN-D3,5
Art.-Nr. 5443300324
EAN 4055375923016

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7677 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff, Aluminium |
Schaftform | Zylindrisch DIN 6535-HB |
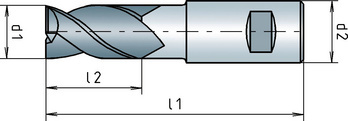
Durchmesser (d1) | 3,5 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 57 mm |
Schneidenlänge (l2) | 10 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 160 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,072 | 0,080 | 0,089 | 0,107 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 95 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1400 N/mm² | E | 85 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,050 | 0,060 | 0,070 | 0,080 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,050 | 0,060 | 0,070 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,030 | 0,054 | 0,070 | 0,105 |
| 1800 N/mm² | E | 50 | 0,030 | 0,054 | 0,070 | 0,105 | |
| Federstähle | < 1200 N/mm² | E | 85 | 0,050 | 0,060 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,085 | 0,115 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 90 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Gusseisen | < 180 HB | - | 150 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 120 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphit | - | 150 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 2 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 160 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1400 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,010 | 0,020 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,008 | 0,006 | 0,025 | 0,032 |
| 1800 N/mm² | E | 50 | 0,008 | 0,006 | 0,020 | 0,032 | |
| Federstähle | < 1200 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 90 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Gusseisen | < 180 HB | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 120 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 90 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphit | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 110 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1400 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| 1800 N/mm² | E | 45 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,040 | 0,050 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,040 | 0,050 | 0,055 | 0,090 |
| Gusseisen | < 180 HB | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 100 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 80 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 220 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Graphit | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 2 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 110 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1400 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,008 | 0,016 | 0,024 | 0,032 |
| 1800 N/mm² | E | 45 | 0,008 | 0,016 | 0,024 | 0,032 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,008 | 0,015 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,008 | 0,015 | 0,025 | 0,030 |
| Gusseisen | < 180 HB | - | 130 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 100 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 220 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 | 0,040 |
| Graphit | - | 130 | 0,010 | 0,020 | 0,030 | 0,040 | |
Zuletzt angesehen

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)

Einschlaganker drehbar für die Befestigung von Kunststofffenstern in der Laibung

Klinge Messer Martor Trapezklinge Nr.60099

Kügelführung Vollauszug Soft close 25kg

Linsenschraube mit Kreuzschlitz H DIN 7985, Edelstahl A2, blank

Hängerahmen OrgaAer Korpusbreite 800 mm

Sechskantschraube mit Flansch DIN 6921, Stahl 8.8, verzinkt gelb chromatiert (A2C)

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Stahl 45H, blank

Schraubendreher PZ Lasertip mit Sechskantklinge

Drehstange für Möbelschlösser