





VHM-Schaftfräser, DIN6527L, lang, Dreischneider, mit verstärktem Schaft
Schaftfräser VHM DIN6527L Z3 2xD 30° TypN TiAlN HB
SHFTFRS-DIN6527L-L-VHM-TN-D10
Art.-Nr. 5443300313
EAN 4055375922958

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7657 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
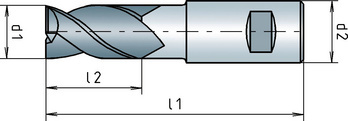
Schaftform | Zylindrisch DIN 6535-HB |
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 10 mm |
Länge (l1) | 72 mm |
Schneidenlänge (l2) | 19 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,15 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 500-850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 700-850 N/mm² | E | 160 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 850-1100 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 1100-1300 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,006 | 0,025 | 0,032 | 0,030 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| < 850 N/mm² | E | 90 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,008 | 0,006 | 0,020 | 0,032 | 0,030 |
| Gusseisen | < 180 HB | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 180 HB | - | 120 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 260 HB | E | 90 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,012 | 0,024 | 0,031 | 0,047 | 0,063 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,012 | 0,024 | 0,031 | 0,047 | 0,063 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,012 | 0,024 | 0,031 | 0,047 | 0,063 |
| Graphit | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen Zirkular | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 |
| 500-850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,007 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,001 | 0,015 |
| 700-850 N/mm² | E | 110 | 0,005 | 0,006 | 0,008 | 0,001 | 0,015 | |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | 0,015 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| 1100-1300 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 | 0,008 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,030 | 0,005 | 0,007 | 0,008 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| < 850 N/mm² | E | 85 | 0,002 | 0,003 | 0,004 | 0,006 | 0,008 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,002 | 0,003 | 0,004 | 0,006 | 0,008 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,008 | 0,010 |
| Gusseisen | < 180 HB | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| > 180 HB | - | 100 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| > 260 HB | E | 80 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 |
| Graphit | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 | 0,013 | |
| Schnittwerte für Schruppen Nut | ||||||||
| Für Ø 2 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 700-850 N/mm² | E | 100 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,006 | 0,013 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,006 | 0,013 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 80 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Gusseisen | < 180 HB | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 90 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 70 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,008 | 0,015 | 0,025 | 0,030 | 0,040 |
| Graphit | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 8 - 12 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,045 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 100 | 0,028 | 0,035 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 110 | 0,045 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 100 | 0,028 | 0,035 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,035 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 850-1100 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 60 | 0,025 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,025 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,032 | 0,040 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,030 | 0,040 | 0,050 |
| < 850 N/mm² | E | 85 | 0,025 | 0,032 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,025 | 0,032 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,032 | 0,040 | 0,050 |
| Gusseisen | < 180 HB | - | 130 | 0,040 | 0,050 | 0,060 |
| > 180 HB | - | 100 | 0,040 | 0,050 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,040 | 0,050 | 0,060 |
| > 260 HB | E | 80 | 0,040 | 0,050 | 0,060 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,040 | 0,050 | 0,070 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,040 | 0,050 | 0,070 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,040 | 0,050 | 0,070 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,040 | 0,050 | 0,070 |
| Graphit | - | 130 | 0,040 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 2 - 7,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,011 | 0,023 | 0,033 |
| 500-850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| 700-850 N/mm² | E | 110 | 0,011 | 0,023 | 0,033 | |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 850-1100 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| 1100-1300 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,016 | 0,024 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,008 | 0,015 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,008 | 0,015 | 0,025 |
| < 850 N/mm² | E | 85 | 0,006 | 0,012 | 0,017 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,006 | 0,012 | 0,017 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,008 | 0,016 | 0,024 |
| Gusseisen | < 180 HB | - | 130 | 0,010 | 0,020 | 0,030 |
| > 180 HB | - | 100 | 0,010 | 0,020 | 0,030 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,010 | 0,020 | 0,030 |
| > 260 HB | E | 80 | 0,010 | 0,020 | 0,030 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,010 | 0,020 | 0,030 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,010 | 0,020 | 0,030 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 |
| Graphit | - | 130 | 0,010 | 0,020 | 0,030 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Schraubensicherung hochfest

Rippmutter W-0273, Stahl 10, blank

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 010.9, verzinkt blau passiviert (A2K)

Sechskantschraube mit Gewinde bis Kopf für den Druckbehälterbau DIN EN ISO 4017, Edelstahl A2

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

Flachkopf-Blechschraube Form C mit Innensechsrund ISO 14585, Stahl, Zink-Nickel schwarz, Form C (mit Spitze)

Lenkrad für Werkstattwagen Compact drehbar mit Bremse

Fixanker Innengewinde W-FAZ-IG/S - Vorsteckmontage

Senk-Blechschraube Form C mit Kreuzschlitz H DIN 7982, Stahl vernickelt (E2J), Form C, mit Kreuzschlitz H.

Sechskantschraube mit Schaft ISO 4014, Edelstahl A4-50 und A4-70, blank